
-


-


-
-


-


WeChat

-
WhatsApp


Закалить стекло в печи: полное руководство по термообработке 2026
2026-03-25
- Почему старые методики больше не работают в современных условиях
- Как выбрать печь для закалки с учетом новых энергоэффективных стандартов
- Пошаговый алгоритм термообработки: от загрузки до выхода готового продукта
- Типичные ошибки операторов и методы их устранения в реальном времени
- Контроль качества: как выявить скрытые напряжения до отгрузки клиенту
- Практический опыт: от теории к серийному производству
- Экономическая эффективность и влияние новых технологий на себестоимость
- Перспективы развития отрасли: что ждать от технологий закалки в ближайшие годы
Нужно срочно повысить прочность изделия? Правильно закалить стекло в печи — единственный путь получить материал, выдерживающий удары и перепады температур. Разбираем новые стандарты безопасности и подходы, актуальные для рынка 2026 года.
Почему старые методики больше не работают в современных условиях
Индустрия стекольной обработки пережила тихую революцию за последние полгода. Если еще год назад мастера ориентировались на усредненные графики нагрева, то новые требования ГОСТ и международные стандарты безопасности диктуют жесткий контроль над микроструктурой материала. Ошибки в расчетах времени выдержки теперь стоят дороже: брак не просто трескается, он может разлететься на опасные осколки при малейшей вибрации. Главная проблема устаревших подходов кроется в игнорировании неравномерности теплового поля в камерах старых моделей. Современные печи оснащены системами адаптивного управления потоком воздуха, которые меняют динамику охлаждения в реальном времени. Попытка применить алгоритмы десятилетней давности к новому оборудованию ведет к появлению зон критического напряжения. Стекло кажется целым сразу после выхода из тоннеля, но «бомба замедленного действия» уже заложена внутри. Через неделю или месяц такое изделие лопнет само по себе, без внешнего воздействия. Профессионалы отмечают рост количества рекламаций именно из-за скрытых напряжений, которые не видит обычный полярископ старого образца.

Как выбрать печь для закалки с учетом новых энергоэффективных стандартов
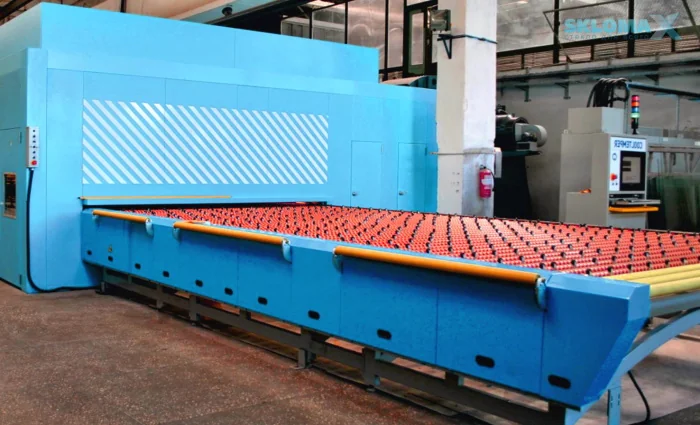
Выбор оборудования сегодня — это не просто покупка «железной коробки» с нагревателями. Рынок перенасыщен моделями, обещающими чудеса, но лишь единицы соответствуют реальным потребностям производства. Ключевой параметр сместился с максимальной температуры на точность её поддержания в каждой точке рабочей камеры. При покупке обращайте внимание на систему конвекции. Старые вентиляторы создавали турбулентные потоки, которые охлаждали края листа быстрее центра, вызывая эффект «линзы» или оптические искажения. Новые агрегаты используют ламинарный обдув с возможностью зональной регулировки. Это позволяет закалить стекло в печи даже сложной формы или с неравномерной толщиной без деформации. Энергопотребление стало вторым по важности фактором. Электрические тэны уступают место гибридным системам рекуперации тепла, которые возвращают до 40% энергии обратно в цикл нагрева. Для малого бизнеса это вопрос выживания: счета за электричество могут съесть всю маржу. Также критична наличие системы предиктивной аналитики. Датчики вибрации и акустические сенсоры теперь заранее предупреждают о износе роликов или нарушении герметичности камеры. Игнорирование этого функционала равносильно работе вслепую. Перед сделкой обязательно запросите протокол испытаний конкретной модели за последний квартал, а не общий сертификат на линейку продукции.
Пошаговый алгоритм термообработки: от загрузки до выхода готового продукта
Процесс превращения обычного листового материала в безопасный аналог триплекса требует хирургической точности. Сначала идет этап подготовки. Любая пыль, жирное пятно или микроцарапина на поверхности станут очагом разрушения при резком охлаждении. Мойка должна быть дистиллированной, сушка — безворсовой. После загрузки листа в камеру начинается самый ответственный этап — нагрев. Температура зависит от толщины и химического состава сырья, но универсальным ориентиром для силикатного стекла остается диапазон 620–650 градусов Цельсия. Здесь важно не перегреть материал. Перегрев приводит к оплавлению кромок и потере товарного вида, недогрев не снимет внутренние напряжения полностью. Время выдержки рассчитывается по формуле: одна минута на каждый миллиметр толщины плюс страховой запас в 15 секунд для компенсации тепловых потерь при открытии двери. Как только целевая температура достигнута, стекло должно мгновенно перейти в зону охлаждения. Задержка даже в две секунды критична. Струи холодного воздуха под высоким давлением обрушиваются на поверхность одновременно с двух сторон. Именно в этот момент формируется слой сжатия на поверхности, который и дает высокую прочность. Неравномерность обдува приведет к тому, что лист изогнется дугой. Готовое изделие проверяют на фрагментацию: при разрушении оно должно рассыпаться на мелкие кубики без острых краев. Если образовались крупные осколки с длинными «иглами», партию придется браковать и пересматривать настройки сопел.
| Толщина стекла (мм) | Температура нагрева (°C) | Время выдержки (сек) | Давление обдува (Бар) | Ожидаемая прочность (МПа) |
|---|---|---|---|---|
| 4 | 630 | 240 | 6.5 | 120-140 |
| 6 | 625 | 360 | 7.0 | 130-150 |
| 8 | 620 | 480 | 7.5 | 140-160 |
| 10 | 615 | 600 | 8.0 | 150-170 |
| 12 | 610 | 720 | 8.5 | 160-180 |
Типичные ошибки операторов и методы их устранения в реальном времени
Даже самое совершенное оборудование бессильно перед человеческим фактором. Самая частая ошибка — попытка сэкономить время, сокращая цикл нагрева. Операторы думают, что если стекло раскалено добела, значит, оно прогрелось насквозь. Это заблуждение. Сердцевина толстого листа может оставаться холодной, пока поверхность уже плавится. Результат — термический шок при закалке и мгновенное разрушение. Вторая распространенная проблема — загрязнение роликов конвейера. Нагар от предыдущих партий создает точки локального перегрева, оставляя на готовом изделии характерные следы в виде полос или пятен. Эти дефекты не только портят внешний вид, но и снижают механическую стойкость. Регулярная чистка транспортной системы должна стать ритуалом, а не формальностью. Третья ошибка касается настройки давления воздуха. Многие стараются дать максимум, чтобы усилить эффект закалки. Однако избыточное давление вызывает эффект «ряби» на поверхности, делая стекло непригодным для использования в витринах или фасадах, где важна идеальная оптика. Современные контроллеры позволяют корректировать профиль обдува для каждого конкретного заказа. Не пренебрегайте функцией сохранения рецептов. Если вам удалось успешно закалить стекло в печи с первого раза, сохраните все параметры в память устройства. Ручной подбор значений для повторяющихся заказов — это прошлый век, ведущий к нестабильному качеству. Также стоит следить за влажностью в цеху. Высокая влажность влияет на эффективность работы воздушных ножей, меняя плотность потока и температуру охлаждающей смеси.

Контроль качества: как выявить скрытые напряжения до отгрузки клиенту
Визуальный осмотр больше не является достаточной мерой контроля. Требования к безопасности настолько высоки, что пропуск бракованной партии может стоить компании лицензии. Основной инструмент проверки — цифровой поляризатор. Он визуализирует зоны напряжения, окрашивая их в радужные цвета. Равномерное распределение цветов говорит о качественной закалке. Резкие переходы, темные пятна или хаотичные полосы сигнализируют о нарушениях процесса охлаждения. Особое внимание нужно уделять кромкам. Именно там чаще всего зарождаются трещины. Если зона сжатия на краю недостаточна, стекло станет уязвимым при монтаже. Еще один тест — проверка на фрагментацию. Образец из партии разбивают специальным бойком в строго определенной точке. Подсчет осколков ведется в квадрате 50х50 мм. Норма для безопасного стекла — не менее 40 кусочков, причем вес самого крупного осколка не должен превышать установленный лимит. Если осколки крупные и острые, значит, температура была слишком низкой или обдув слабым. Ультразвуковая дефектоскопия также набирает популярность. Она позволяет найти микротрещины внутри объема материала, которые не видны глазу и не проявляются на поляризаторе. Такие скрытые дефекты часто возникают из-за использования сырья с посторонними включениями. Внедрение автоматических систем сканирования на выходе из печи снижает риск человеческой ошибки до нуля. Камера считывает каждый лист и сравнивает его карту напряжений с эталоном, автоматически отправляя брак в отстойник.

Практический опыт: от теории к серийному производству
Теоретические знания необходимо подкреплять реальным производственным опытом. Ярким примером компании, успешно интегрировавшей передовые технологии глубокой переработки, является ООО «Фошань Шуньдэ Чжитай Стекло». Этот профессиональный производитель специализируется на выпуске высококачественного закаленного стекла, стеклянных панелей с шелкографией и покрытий для сенсорных экранов. Ассортимент предприятия охватывает широкий спектр решений для бытовой техники: от стеклянных панелей для вытяжек и дверей холодильников до специализированных компонентов для умного дома. Особое внимание компания уделяет работе со стеклом толщиной 2–6 мм, предлагая услуги ЧПУ-резки, сверления, полировки и изготовления изделий индивидуальных размеров и цветов. Благодаря налаженным процессам OEM/ODM, продукция компании поставляется оптом в Россию и страны СНГ, сочетая конкурентные цены с короткими сроками поставки. Опыт таких производителей доказывает, что сочетание точного соблюдения технологических режимов и современного оборудования позволяет выпускать продукцию, отвечающую самым строгим требованиям безопасности и эстетики.

Экономическая эффективность и влияние новых технологий на себестоимость
Внедрение современных методов термообработки требует инвестиций, но окупаемость наступает быстрее, чем многие ожидают. Снижение процента брака с традиционных 15% до 2-3% экономит огромные объемы сырья. Каждое разбитое стекло — это потеря не только материала, но и электроэнергии, затраченной на его нагрев. Новые печи с рекуперацией тепла сокращают расходы на энергоносители на треть. Это существенная статья экономии при больших объемах производства. Кроме того, высокое качество продукции позволяет выйти в премиальный сегмент рынка, где заказчики готовы платить за гарантию безопасности и идеальную оптику. Возможность быстро перенастраивать оборудование под разные типы стекла дает гибкость в выполнении срочных заказов. Пока конкуренты сутки прогревают старую печь для перехода с 4 мм на 10 мм, современный цех делает это за 20 минут. Скорость реакции на запросы рынка становится ключевым конкурентным преимуществом. Не стоит забывать и о экологических нормах, которые ужесточаются с каждым годом. Штрафы за превышение выбросов или неэффективное использование ресурсов могут перечеркнуть всю прибыль. Современное оборудование соответствует самым строгим эко-стандартам, избавляя предприятие от лишних проверок и санкций. Инвестиция в правильную технологию — это вклад в долгосрочную устойчивость бизнеса.
Перспективы развития отрасли: что ждать от технологий закалки в ближайшие годы
Будущее стекольной промышленности лежит в плоскости полной автоматизации и интеграции искусственного интеллекта. Уже сейчас тестируются системы, которые самостоятельно анализируют химический состав входящего сырья и корректируют режим работы печи без участия оператора. Машина «понимает», что в этой партии песка больше примесей, и немного повышает температуру или меняет длительность выдержки. Это позволяет стабилизировать качество даже при колебаниях характеристик исходного материала. Развитие аддитивных технологий обещает появление печей с нестандартной геометрией камеры, позволяющих закаливать изделия сложнейших пространственных форм, которые ранее были невозможны или требовали ручной доводки. Исследования в области химического упрочнения также не стоят на месте. Комбинированные методы, где термическая закалка дополняется ионным обменом, дают материалы с прочностью, превышающей сталь. Такие сверхстекла найдут применение в архитектуре небоскребов нового поколения и транспортном машиностроении. Ожидается появление полностью безотходных циклов, где вся энергия и материалы рециркулируют внутри замкнутого контура предприятия. Тем, кто хочет остаться в бизнесе, придется постоянно учиться и адаптироваться. Застой в технологиях сегодня равносилен банкротству завтра. Понимание физических процессов, лежащих в основе закалки, остается фундаментом, но инструменты управления этими процессами меняются стремительно.
Мастерство обработки материалов заключается в деталях, которые часто ускользают от поверхностного взгляда. Чтобы гарантированно закалить стекло в печи и получить продукт высшего класса, необходимо сочетать глубокое понимание физики процесса с использованием передового оборудования и опытом ведущих производителей. Только такой подход обеспечивает безопасность, долговечность и экономическую целесообразность производства.
Источники данных и актуальная информация:





