
-


-


-
-


-


WeChat

-
WhatsApp


термошок закаленного стекла
Вот термошок — словечко, которое у всех на слуху, но в цеху его понимают совсем иначе, чем в кабинете технолога. Многие сразу думают про трещины, брак, сброс партии. А по факту, это сложный физический процесс, который начинается гораздо раньше, чем стекло лопнет. И иногда он даже полезен — в контролируемых условиях, разумеется. Сейчас поясню на примерах, в том числе из практики с материалами от ZITA Стекло.
От печи до стола: где рождается напряжение
Всё начинается с неравномерности. Идеальный термошок закаленного стекла в промышленности — это не внезапный удар, а градиент. Представьте: вы вынимаете лист из печи при 680°C. Поверхность уже начинает отдавать тепло воздуху, а середина ещё раскалена. Вот этот перепад — он и создаёт те самые напряжения, которые мы потом называем закалкой. Но если где-то поток воздуха из сопла забьётся, или сам лист лежал на роликах чуть криво — градиент становится несимметричным. Это уже не контролируемый процесс, а предвестник проблемы.
У нас был случай с партией стекла для фасада, заказанного как раз у ООО Фошань Шуньдэ Чжитай Стекло. Стекло вроде прошло все проверки на твёрдость, но при монтаже в раму, после сверления отверстий под крепёж, несколько листов дали трещину именно от края отверстия. Не сразу, а через пару часов. Это классический отложенный термошок — остаточные напряжения перераспределились вокруг концентратора (отверстия) и превысили предел. Виновато ли стекло? Не совсем. Скорее, несовпадение режима закалки и последующей механической обработки.
Поэтому их специализация на закаленном стекле и шелкографии — это всегда баланс. Нанесение краски перед закалкой меняет теплопоглощение участка. Если не скорректировать режим, именно под этим слоем может сформироваться зона с критическим напряжением. Они с этим, судя по опыту поставок, справляются — брак по такой причине попадался редко.
Миф о 'быстром' охлаждении
Частая ошибка в рассуждениях — считать, что чем быстрее дуешь на стекло, тем оно крепче. На деле скорость охлаждения — это кривая, а не константа. Первый этап — резкий отбор тепла для создания поверхностного слоя сжатия. Но если перестараться, поверхность 'схватывается' слишком жёстко и рано, пока сердцевина ещё пластична. Тогда при дальнейшем остывании и объёмном сжатии сердцевины, поверхностный слой не может этому сжатию поддаться — и трескается. Это внутренний термошок, который виден не сразу.
В цеху это выглядит так: вроде лист вышел из печи целым, прошёл контроль, но через сутки на складе лежит с сеткой трещин. Винишь логистов — а дело в технологии. Особенно критично для толстого стекла, 10-12 мм. Тут нужно не скорость, а точный профиль обдува по времени и температуре.
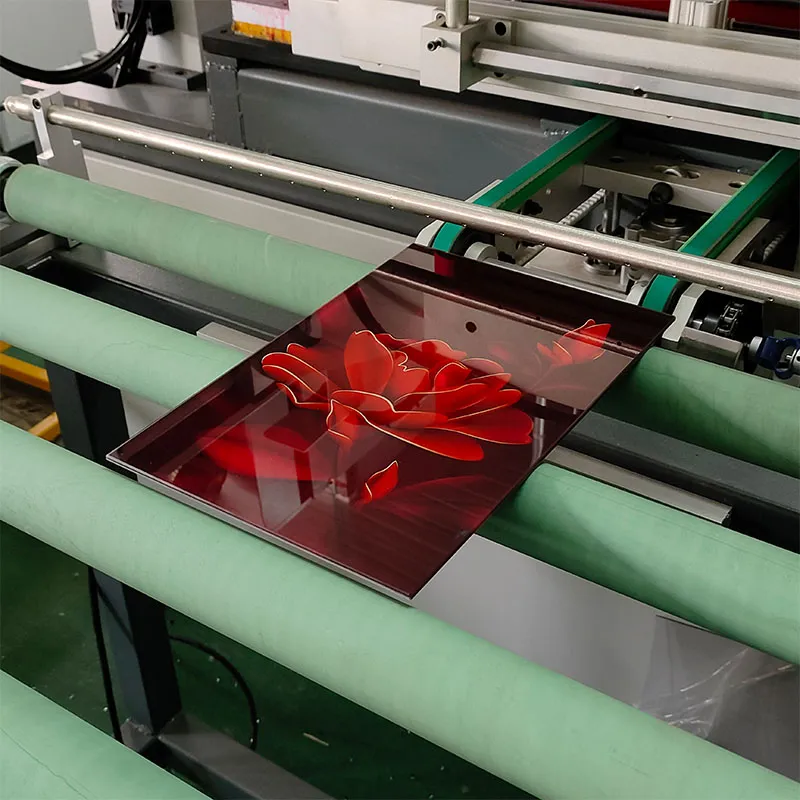
Кстати, у ZITA в ассортименте есть и зеркальное покрытие, и цифровая печать. Каждое такое покрытие — это дополнительный слой с другим коэффициентом теплового расширения. Закалка такого 'пирога' — это высший пилотаж. Простой пример: если цифровая краска нанесена плотным пятном, этот участок нагревается и остывает иначе, чем чистое стекло вокруг. Без поправок в программе печи — гарантированный брак. Их способность это стабильно производить говорит о хорошо отлаженных технологических картах.
Полевые условия: монтаж и эксплуатация
А вот где термошок проявляется во всей красе — так это на объекте. Закалённое стекло прочное, но его ахиллесова пята — края и отверстия. Самая частая история: смонтировали стеклянный козырёк или перегородку. Стекло идеально, рама ровная. Но одна сторона на солнце, другая в тени. Нагрев неравномерный. Стекло пытается расшириться на солнечной стороне, но жёстко зафиксировано в раме. Напряжения растут. Добавьте сюда возможный перегрев от блика на каком-нибудь хромированном элементе — и получается локальный перегрев, тот самый эксплуатационный термошок закаленного стекла.
У нас был печальный опыт с козырьком из матового стекла с шелкографией. Матовое травление, как оказалось, немного снижает стойкость к перепадам. Дизайнер нанёс плотный непрозрачный рисунок по центру. Летом, в жару, тёмный рисунок нагревался сильнее, чем светлые участки. Разница в расширении — и пошла трещина от края к центру рисунка. Это не брак производства, это ошибка проектирования. Но объяснять это заказчику сложно. Теперь всегда советуем при таком дизайне либо использовать специальные краски с близким коэффициентом расширения, либо закладывать дополнительный запас по прочности, распределяя рисунок иначе.
Здесь как раз к месту их шелкография и цифровая печать — важно не только как нанесли, но и что нанесли, и где расположено. Хороший производитель должен консультировать по этим рискам.
Контроль: как отличить скрытую проблему
Не всякое лопнувшее стекло — вина термошока. Иногда это скрытый дефект кромки, царапина от транспортировки. Визуально отличить можно, но не всегда. Место начала трещины при термошоке часто не имеет видимого повреждения, сама трещина обычно ветвистая, идёт с градиентом. Если трещина одна и прямая — скорее, механическое воздействие.
Полезный инструмент — полярископ. Но в полевых условиях его нет. Есть эмпирическое правило: если стекло треснуло без видимого удара, при изменении температуры среды (утро/день, включили отопление), и трещина пошла от середины листа или от края отверстия — это оно. Напряжения искали выход и нашли.
При приёмке партии, особенно для ответственных объектов, мы иногда делаем выборочную проверку 'на слух'. Простукиваешь углы и центр — звук должен быть чистым, звонким и одинаковым. Глухой отзвук в каком-то участке может говорить о зоне неоднородного напряжения. Это не по ГОСТу, конечно, но практика.
Вместо заключения: сотрудничество с производителем
Поэтому работа с таким материалом — это всегда диалог с заводом. Нельзя просто купить 'закалённое стекло 8 мм'. Нужно указывать: для какого изделия, будет ли обработка кромки после закалки, какие покрытия, условия эксплуатации. Чем больше информации дашь производителю, тем точнее он настроит печь.
Из опыта работы с ZITA Стекло могу отметить, что их техотдел всегда запрашивает эти детали. Это признак серьёзного подхода. Они не просто продают квадратные метры, а фактически участвуют в проектировании изделия. Для них термошок — не страшное слово, а технологический параметр, который можно и нужно рассчитывать.
В итоге, понимание термошока — это не поиск виноватого, когда что-то разбилось. Это знание о том, как стекло живёт и стареет. И как сделать так, чтобы его жизнь в конструкции была долгой. Всё остальное — уже детали технологии и чёткость в коммуникации между проектировщиком, производителем и монтажником.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей
Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей -
 Бытовая техника Стеклянная панель холодильника Стекло с индивидуальным УФ-печатью или шелкографией Стекло для холодильников
Бытовая техника Стеклянная панель холодильника Стекло с индивидуальным УФ-печатью или шелкографией Стекло для холодильников -
 Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле
Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле -
 Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло
Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло -
 Китайский производитель печати на стеклянных листах для кухни Электронные термостойкие детали для духовки из черного закаленного стекла
Китайский производитель печати на стеклянных листах для кухни Электронные термостойкие детали для духовки из черного закаленного стекла -
 Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн
Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн -
 Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG
Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG -
 Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D
Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D -
 Высококачественная индивидуальная шелкография Высокотемпературное закаленное стекло Детали морозильной камеры Стекло для холодильника на продажу
Высококачественная индивидуальная шелкография Высокотемпературное закаленное стекло Детали морозильной камеры Стекло для холодильника на продажу -
 Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки
Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки -
 Лучшее качество закаленного стекла для цифровой печати 3D Шелкография Холодильник Закаленное стекло Декоративные стеклянные панели для морозильной камеры Лист
Лучшее качество закаленного стекла для цифровой печати 3D Шелкография Холодильник Закаленное стекло Декоративные стеклянные панели для морозильной камеры Лист -
 Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Связанный поиск
Связанный поиск- ламинированное закаленное стекло
- толщина закаленного стекла на варочной панели
- жидкое стекло для индукционной плиты
- газовая варочная поверхность белое закаленное стекло
- стекло для электро плиты
- вытяжка для кухни встраиваемая со стеклом
- стекло для крышки газовой плиты
- гнутое стекло для каминных часов
- закаленное стекло для плиты на стену
- закаленное стекло является ударопрочным