
-


-


-
-


-


WeChat

-
WhatsApp


стекло на холодильную витрину гнутое
Когда говорят ?гнутое стекло на холодильную витрину?, многие сразу представляют себе просто изогнутую прозрачную панель. Но на деле это целый комплекс технических и логистических задач, где малейший просчет ведет к браку или поломке на объекте. Частая ошибка — считать, что главное это радиус изгиба, а про термические нагрузки и специфику монтажа в условиях пищевого производства можно вспомнить потом.
Что скрывается за термином ?гнутое стекло? в контексте торгового оборудования
В нашем деле под гнутое стекло на холодильную витрину подразумевается не просто гнутый лист, а именно закаленное изделие, прошедшее нагрев в печи до состояния пластичности и последующее быстрое охлаждение. Это обязательное условие для безопасности и стойкости к перепадам температур. Без закалки такое стекло не выдержит постоянных циклов охлаждения-разморозки и механических воздействий от погрузки товара.
Здесь важно понимать разницу между гнутым закаленным и гнутым многослойным (триплексом) стеклом. Для витрин, особенно угловых или с большим радиусом, где есть риск удара, иногда разумнее рассматривать триплекс. Он дороже, но при повреждении не рассыплется на осколки, что критично в торговом зале. Хотя, по моему опыту, для 95% стандартных витрин достаточно качественно закаленного гнутого стекла.
Один из ключевых моментов, который часто упускают из виду при заказе — это допуски на геометрию. Витрина — это металлоконструкция, которая тоже имеет свои погрешности изготовления. Если привезти идеально выгнутое по чертежу стекло, оно может банально не встать в раму, которая на объекте оказалась на пару миллиметров уже. Поэтому мы всегда закладываем технологические зазоры и обязательно запрашиваем у клиента реальные замеры по месту, а не только заводские чертежи.
Технологические сложности и где чаще всего случаются провалы
Основная сложность в производстве — добиться не просто изгиба, а сохранения оптической чистоты без искажений. После закалки в стекле могут появиться так называемые ?оптические неровности? или ?хлопушки? — едва заметные глазу волны, которые, однако, искажают вид товара внутри. Это брак. Причина часто в неравномерном нагреве в печи или слишком быстром охлаждении. Бороться с этим можно только точным контролем температурных режимов и качественным исходным стеклолистом.
Еще одна точка отказа — кромка. Для гнутого стекла под витрины торцевую кромку обычно шлифуют и полируют. Но если радиус очень мал, а толщина стекла значительная (например, 8-10 мм), на внутреннем радиусе кромки при шлифовке могут появляться сколы. Это ослабляет конструкцию. Иногда приходится идти на компромисс и выбирать меньшую толщину или увеличивать радиус, о чем с клиентом нужно договариваться заранее.
Личный пример: был заказ на островную витрину с радиусом изгиба всего 300 мм. Стекло 8 мм, закаленное. При первом же запуске в печи получили микротрещины на внутреннем радиусе. Пришлось пересматривать технологию: сначала выполнили гибку на более толстом листе, затем произвели его тонкую шлифовку до нужной толщины, и только потом закалку. Дороже и дольше, но результат стабильный. Такие нюансы не прописаны в учебниках, это чисто практика.
Логистика и монтаж: что может пойти не так на объекте
Доставка — отдельная история. Гнутое стекло нельзя перевозить ?как придется?. Обязательна жесткая упаковка в деревянные кассеты с фиксацией по форме, иначе вибрация в дороге может привести к появлению внутренних напряжений и последующему саморазрушению. Как-то раз столкнулся с ситуацией, когда перевозчик сэкономил и положил панели просто на мягкий уплотнитель. В итоге три из пяти стекол при разгрузке оказались с сетевидными трещинами. Убытки огромные.
На монтаже тоже свои риски. Монтажники, привыкшие к прямым стеклам, иногда не понимают, что гнутую панель нельзя силой ?вправлять? в раму. Если не становится — значит, либо рама деформирована, либо допуски при производстве стекла не соблюдены. Нужно искать причину, а не давить. Один раз видел, как пытались поджать стекло струбциной — итог предсказуем, хлопок и груда осколков. Поэтому сейчас мы часто сопровождаем критичные поставки технадзором или как минимум даем подробную инструкцию по установке.
Кстати, про крепление. Часто для фиксации используются силиконовые герметики. Но не все знают, что нужно применять нейтральные силиконы, специально предназначенные для стекла и пищевой среды. Кислотные составы могут со временем повредить кромку или покрытие, если оно есть. Это мелочь, но она влияет на долговечность.
Покрытия и обработка: когда функциональность важнее эстетики
Часто для холодильных витрин требуется не просто прозрачное гнутое стекло, а стекло с покрытием — например, зеркальным или с шелкографией для маскирования внутренних конструкций. Здесь добавляется сложность. Нанесение керамической краски методом шелкографии на изогнутую поверхность — задача нетривиальная. Нужно, чтобы после закалки покрытие не потрескалось и не изменило цвет.
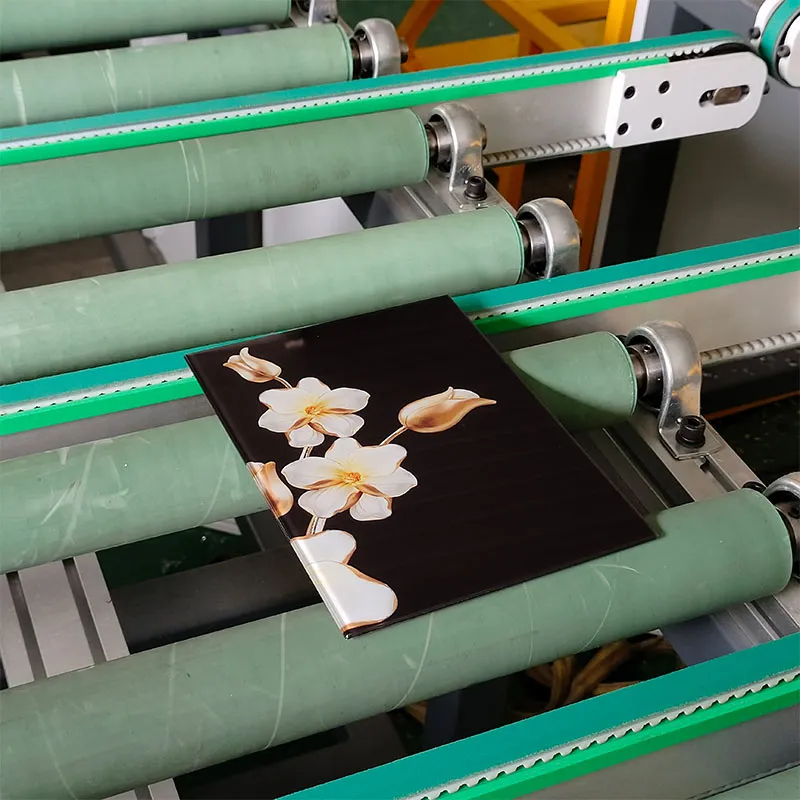
Мы в своем производстве, на площадке ООО Фошань Шуньдэ Чжитай Стекло, для таких задач используем печать с последующим высокотемпературным обжигом. Это дает стойкость к истиранию и влаге. Но ключевое — порядок операций. Сначала гнем сырое стекло, затем наносим рисунок, затем закаливаем. Если сделать наоборот (нанести на плоское, затем загнуть), покрытие гарантированно пойдет трещинами. Это базовое правило, но почему-то многие мелкие цеха пытаются сэкономить и нарушают его, получая брак.
Цифровая печать на гнутом стекле — это уже высший пилотаж. Позволяет нанести любой логотип или орнамент. Но и здесь есть ограничение по радиусу — печатающая головка не может работать на слишком крутых изгибах. Поэтому при проектировании дизайна витрины с такой отделкой нужно консультироваться с технологами заранее. На нашем сайте https://www.zitaglass.ru можно найти примеры таких работ, но важно понимать, что каждый проект индивидуален.
Выбор поставщика: на что смотреть кроме цены
Исходя из всего вышесказанного, выбор производителя — это не просто сравнение прайсов. Нужно смотреть на его опыт именно с гнутыми изделиями для торгового оборудования. Хороший признак — если завод готов запросить у вас полный пакет данных (чертежи, условия эксплуатации, тип витрины) и задать уточняющие вопросы по монтажу и допускам. Если с вами просто согласовывают радиус и толщину, это тревожный звоночек.
Профильный производитель, такой как ZITA Стекло, который специализируется на закалке, шелкографии и цифровой печати, обычно имеет в арсенале необходимое оборудование — точно настроенные печи для гибки и закалки, станки для обработки кромки по кривой. Важно, чтобы он мог предоставить протоколы испытаний на безопасность стекла (класс закалки) и его термическую стойкость. Это не бюрократия, а гарантия того, что витрина не лопнет в первую же зиму от работающего в полную мощь холодильного агрегата.
В конце концов, успех проекта с гнутым стеклом на холодильную витрину зависит от деталей. От того, учли ли при проектировании тепловое расширение металла и стекла, правильно ли рассчитали точки крепления, выбрали ли подходящий тип стекла и покрытия. Это всегда диалог между производителем витрины, производителем стекла и конечным заказчиком. Когда все звенья этой цепи понимают суть процесса, результат получается надежным и долговечным. А если кто-то пытается упростить и срезать углы, проблемы почти неизбежны. Проверено не раз.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Высококачественная термостойкая закаленная стеклянная панель для микроволновой печи с шелкографией, стекло для дверцы электрической печи
Высококачественная термостойкая закаленная стеклянная панель для микроволновой печи с шелкографией, стекло для дверцы электрической печи -
 Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники
Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники -
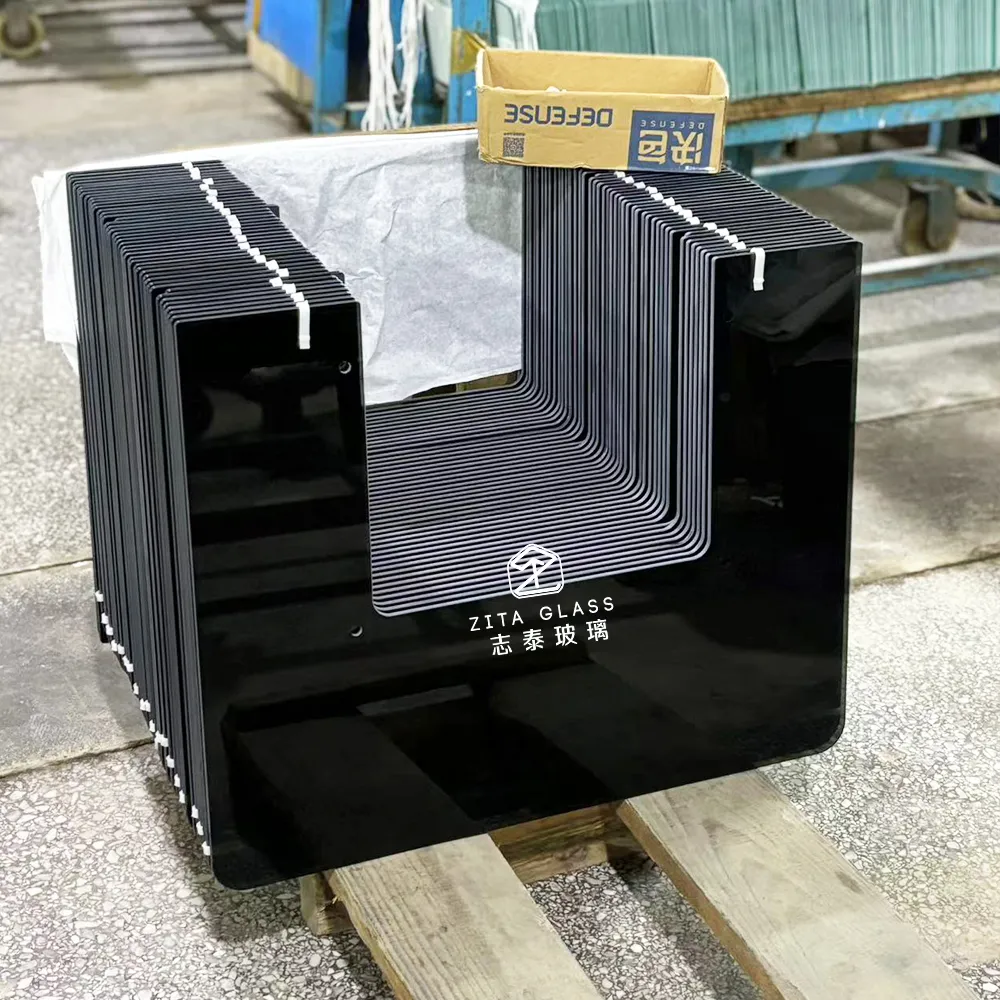
 Индивидуальная дверная крышка для холодильника с темным зеркальным покрытием, закаленное стекло, детали бытовой техники, морозильная камера, стеклянная панель холодильника
Индивидуальная дверная крышка для холодильника с темным зеркальным покрытием, закаленное стекло, детали бытовой техники, морозильная камера, стеклянная панель холодильника -
 Стеклянная дверца холодильника с цифровой печатью по цене производителя
Стеклянная дверца холодильника с цифровой печатью по цене производителя -
 Индивидуальная шелкография Цифровая печать Крышка прибора Закаленное стекло Стеклянный лист с печатью цветов
Индивидуальная шелкография Цифровая печать Крышка прибора Закаленное стекло Стеклянный лист с печатью цветов -
 Высококачественное стекло по индивидуальному заказу Толщина 3-12 мм 2 конфорки 3 конфорки 4 конфорки Стекло по индивидуальному заказу для газовой плиты
Высококачественное стекло по индивидуальному заказу Толщина 3-12 мм 2 конфорки 3 конфорки 4 конфорки Стекло по индивидуальному заказу для газовой плиты -
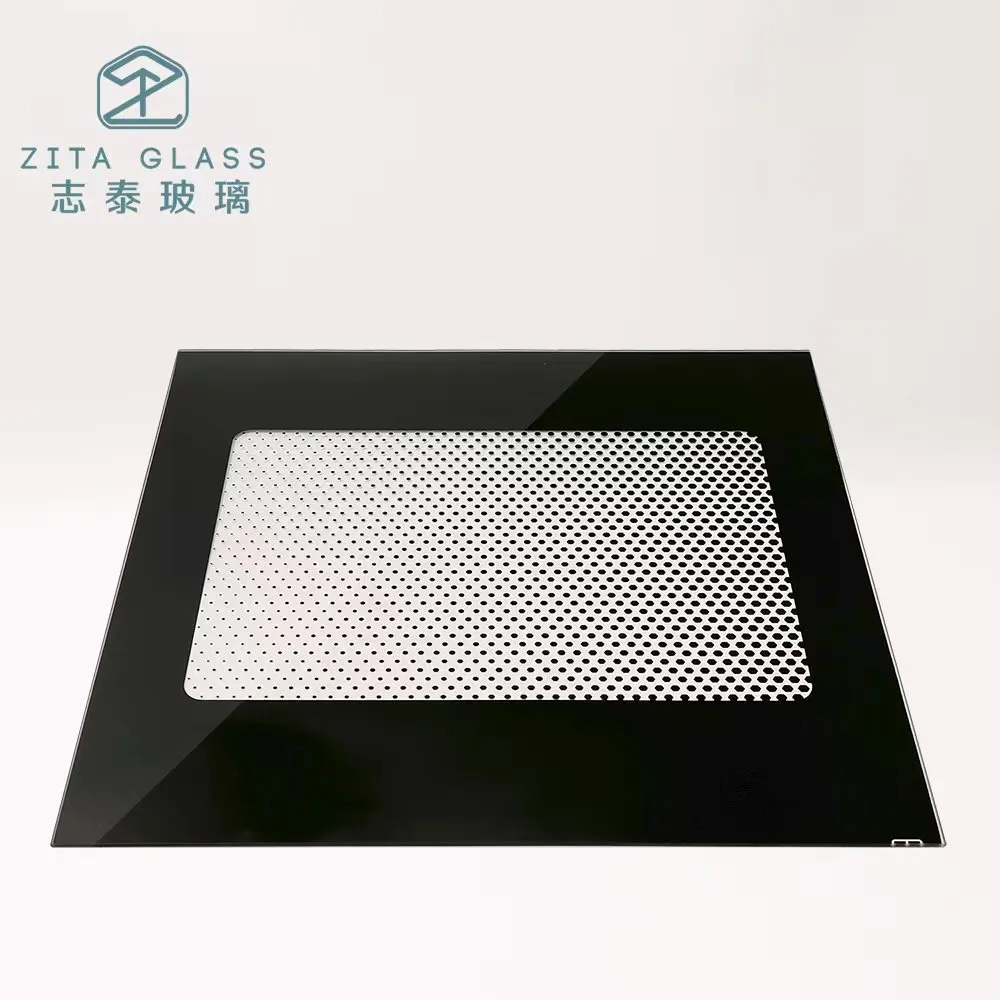
 Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG
Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 OEM ODM Стеклянная панель для газовой плиты с 4 конфорками Стеклопанель для газовой плиты с высокой термостойкостью, изготовленная с помощью ЧПУ
OEM ODM Стеклянная панель для газовой плиты с 4 конфорками Стеклопанель для газовой плиты с высокой термостойкостью, изготовленная с помощью ЧПУ -
 Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели
Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели -
 Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки
Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки -
 Дизайн стеклянной панели для бытовой электротехники Черный стеклянный лист на заказ для кухонной вытяжки Стеклянная панель для кухни
Дизайн стеклянной панели для бытовой электротехники Черный стеклянный лист на заказ для кухонной вытяжки Стеклянная панель для кухни
Связанный поиск
Связанный поиск- жаропрочное стекло для варочной панели
- Керамическое стекло
- закаленное стекло цветное на заказ
- холодильник со стеклом на двери для дома
- средство для плиты стекло
- наборы из жаропрочного стекла
- керамическое защитное стекло
- газовая плита стеклокерамика или закаленное стекло
- вытяжка закаленное стекло
- закаленное стекло для печи