
-


-


-
-


-


WeChat

-
WhatsApp


стекло керамической варочной панели
Когда говорят ?стекло керамической варочной панели?, многие сразу думают о брендах типа Bosch или Electrolux. Но суть — в материале. Это не просто ?стекло?, а специфическая стеклокерамика, которая должна выдерживать циклы нагрева до 700°C и резкое охлаждение, при этом оставаясь прозрачной для ИК-излучения. Частая ошибка — путать её с закалённым стеклом для мебели или фасадов. Разница принципиальная: если поставить обычное закалённое стекло на конфорку — треснет гарантированно. Я сам лет пять назад видел, как на одном мелкосерийном производстве попробовали сэкономить — поставили на тест 4-мм закалёнку от поставщика, который клялся, что ?для плит подойдёт?. Через три цикла ?максимум-ледяная вода? — сетка трещин. Потеряли и материал, и время. Отсюда и пошло моё внимание к специализации производителей. Вот, например, ООО Фошань Шуньдэ Чжитай Стекло — их сайт zitaglass.ru — позиционирует их как профи именно в закалке и обработке стекла. Но когда речь о варочных панелях, важно смотреть глубже: делают ли они именно стеклокерамику по нужному стандарту, или просто наносят печать на готовые листы? Это два разных бизнеса.
Из чего на самом деле делают поверхность
Основной материал — это стеклокерамика на основе литий-алюмосиликатной системы. Производители вроде Eurokera или Keraglass поставляют базовые листы, которые потом режут, закаляют, наносят разметку. Ключевой момент — коэффициент термического расширения должен быть практически нулевым. Иначе при локальном нагреве панель поведёт. В практике был случай: заказчик принёс образец от неизвестного китайского завода, вроде бы внешне идеальный — глянец, ровная поверхность. Но при тестовом монтаже на раму с жёсткой фиксацией по углам, после 15 минут работы двух конфорок, послышался тихий щелчок. Не трещина, а именно внутренний дефект — микроскол по кромке. Причина — неоднородность состава, где-то остались зоны с повышенным расширением. Визуально не видно, но ресурс такой панели — под вопросом.
Поэтому когда видишь сайт вроде zitaglass.ru, где заявлена специализация на закалённом стекле и шелкографии, первый вопрос: а сами ли они варят стеклокерамику или закупают полуфабрикат? Если закупают — то какой контроль на входе? В их случае, судя по описанию, они скорее обрабатывающее предприятие — режут, закаливают, печатают разметку. Это нормально, но тогда критически важна логистика и хранение базовых листов. Малейшая микротрещина по кромке от неаккуратной перевозки — и после закалки она проявится в виде ?паутинки? через пару месяцев эксплуатации.
Ещё нюанс — толщина. Сейчас мода на тонкие панели, 3-4 мм. Но для газовых комбинированных панелей или мощных индукционных (свыше 3.5 кВт на зону) лучше 5-6 мм. Тонкая быстрее прогревается, но и тепловой удар воспринимает острее. Один из наших экспериментов с ?облегчённой? версией для клиента закончился претензией: при падении небольшой кастрюли с высоты 20 см (пустая) на край панели — не треснула, но появилась точка с внутренним напряжением. Через месяц вокруг точки пошла мелкая сетка. Вывод: толщина — не просто цифра, а расчёт под тип плиты и даже под культуру использования. В Европе, например, реже бросают посуду на поверхность, чем в некоторых других регионах. Производителю типа ZITA Стекло нужно это учитывать, если они поставляют на разные рынки.
Процесс закалки и его подводные камни
Закалка — это не просто ?нагрел-охладил?. Для стеклокерамики варочных панелей нужен особый режим, чтобы сохранить оптическую прозрачность для ИК-лучей и не создать излишних напряжений по краям зон нагрева. Стандартная температура закалки — около 850–900°C, но тут важно время выдержки и скорость обдува. Если перестараться с обдувом — поверхность может получить ?волны?, незаметные глазу, но которые дадут неравномерный нагрев. Проверяется это простым способом: кладёшь лист на две опоры по краям, сверху — линейка. Зазоры видны. У себя в цеху мы такое отсеивали на этапе приёмки от субпоставщиков.
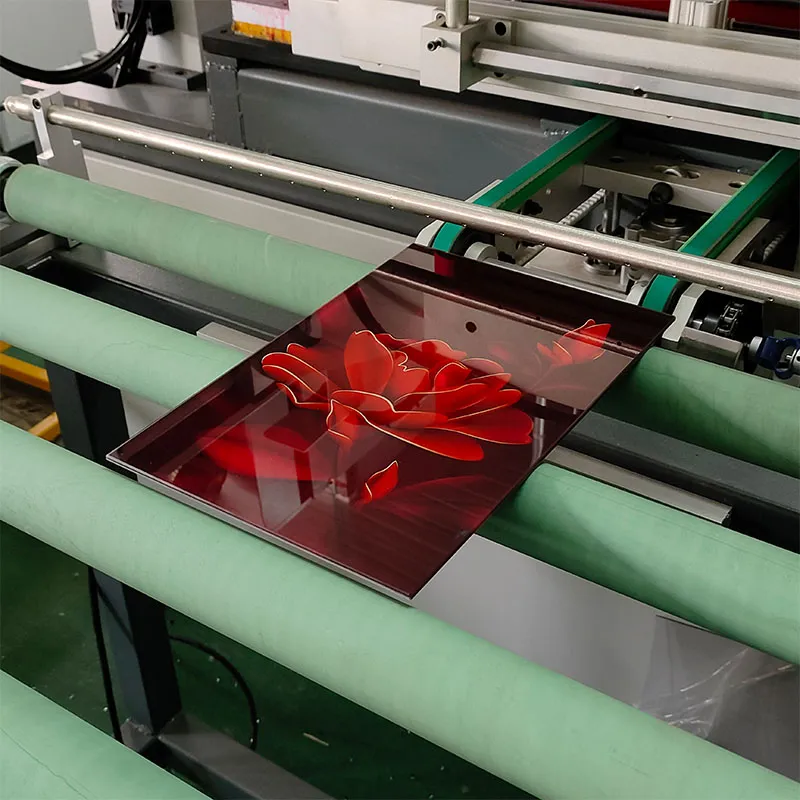
Частая проблема у непрофильных производителей — пятна или ?матовые? области после закалки. Это следы от роликов печи, если температура или скорость конвейера не отрегулированы. На панели это может выглядеть как дефект покрытия, хотя само стекло целое. Клиент, конечно, вернёт. У ООО Фошань Шуньдэ Чжитай Стекло в описании указана цифровая печать — это как раз один из финишных этапов. Но если базовый лист имеет такие пятна, даже идеальная печать не спасёт — под определённым углом дефект будет виден. Поэтому цепочка должна контролироваться от начала.
И ещё про обработку кромок. Для варочных панелей часто делают С-образную или плоскую шлифовку. Острая кромка недопустима — это травмоопасно и место для сколов. Но и скруглённая сверх меры кромка может помешать правильной установке в раму. Приходилось сталкиваться с тем, что панель ?гуляла? в посадочном месте на 1–1.5 мм из-за слишком скруглённой фаски. Мелочь, но сборщики ругались — приходилось добавлять уплотнители. Идеал — матовая фаска под 45 градусов с минимальным скруглением. На сайте zitaglass.ru в разделе продукции этого не увидишь, но по опыту, если производитель делает акцент на закалке, он обычно даёт варианты обработки кромки. Стоит уточнять.
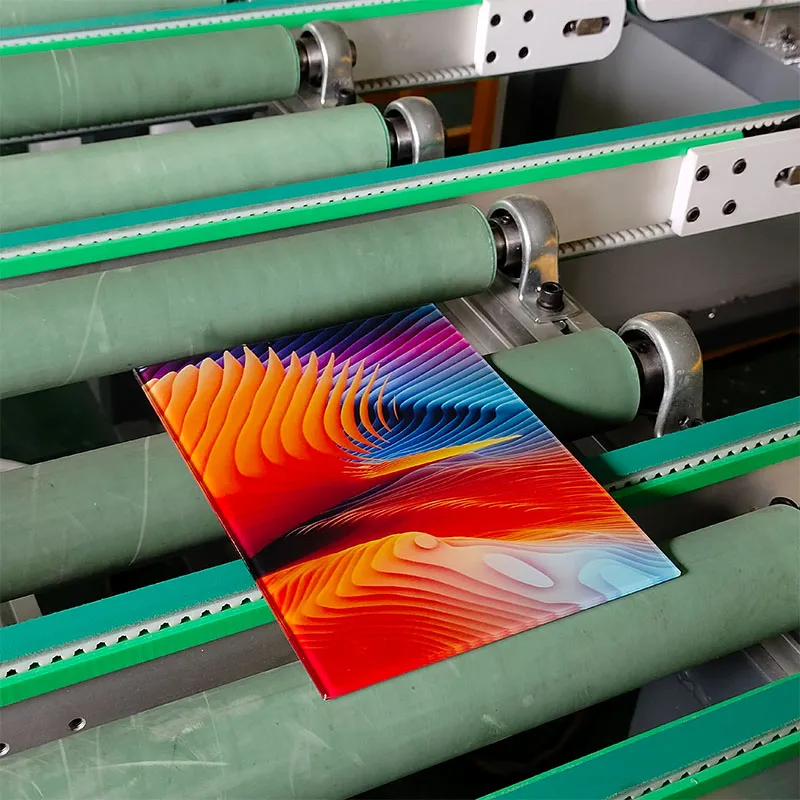
Печать разметки: шелкография против цифровой
Раньше доминировала шелкография — надёжно, стойко к нагреву, если краска правильная. Но есть ограничения по детализации и цветам. Сейчас многие переходят на цифровую УФ-печать. Это гибче: можно нанести сложный логотип, тонкие линии, даже текстуру ?под камень? на обратную сторону. Но главный вопрос — стойкость к истиранию и температуре. Дешёвые УФ-чернила могут пожелтеть через год-два работы рядом с конфоркой. Мы тестировали образцы от разных поставщиков: клали на панель металлическую пластину, нагревали до 250°C и держали 100 часов. Некоторые рисунки просто выцвели, особенно красные пигменты.
У производителя, который заявляет и шелкографию, и цифровую печать, как ZITA Стекло, должен быть чёткий протокол: для каких моделей какой метод. Для чёрной разметки на белой панели — можно шелкографию, это дёшево и стойко. Для цветных логотипов или градиентов — цифровая, но с обязательным термотестом. На их сайте zitaglass.ru стоит обратить внимание, есть ли в описании упоминание о термостойкости чернил. Если нет — это повод задать вопрос техотделу.
Практический совет: при приёмке партии нужно проверять не только лицевой слой, но и обратную сторону панели. Там иногда печатают техническую маркировку или штрих-коды. Если эта печать выполнена обычной краской, она может оплавиться при первом же нагреве и даже вызвать локальное напряжение в стекле. Однажды видел, как из-за такого ?невидимого? дефекта панель треснула именно в месте, где с обратной стороны был нанесён толстый слой краски. Теперь всегда смотрим на оба sides.
Совместимость с разными типами плит
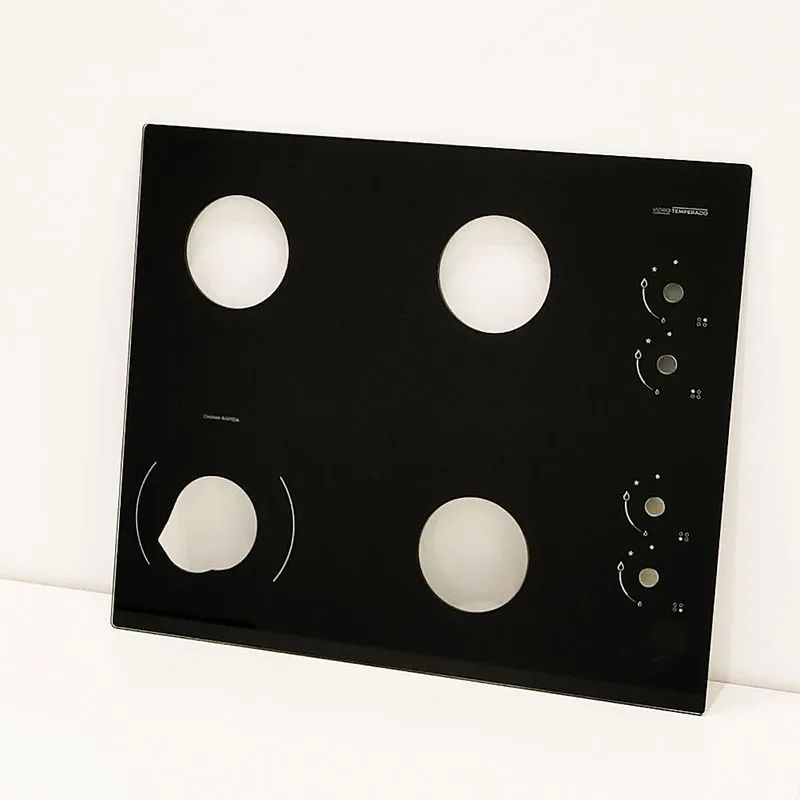
Не вся стеклокерамика одинакова для индукционных, газовых или электрических (хало) панелей. Для индукционных ключевое — отсутствие ферромагнитных частиц в составе, иначе поверхность может греться сама по себе. Для газовых — усиленная стойкость к точечному пламени: факел не должен создавать локальный перегрев выше расчётного. Для электрических спиральных или галогенных — равномерность пропускания ИК-излучения. Если в материале есть микропузыри или неоднородности, будут видные пятна нагрева.
В работе с поставщиками, включая китайские заводы вроде ООО Фошань Шуньдэ Чжитай Стекло, важно запрашивать не просто сертификаты, а протоколы испытаний на конкретный тип плиты. Однажды поставили партию панелей для газовых плит, а они оказались оптимизированы под индукцию — формально прошли все тесты, но через полгода у нескольких пользователей появились микротрещины вокруг горелок. Причина — разный тепловой профиль. Пришлось менять по гарантии. Теперь всегда уточняем: ?Эта стеклокерамика для какого типа нагрева?? И сверяем с заявлением на сайте. На zitaglass.ru в описании прямо не указана специализация по типам плит, значит, нужно запрашивать отдельно.
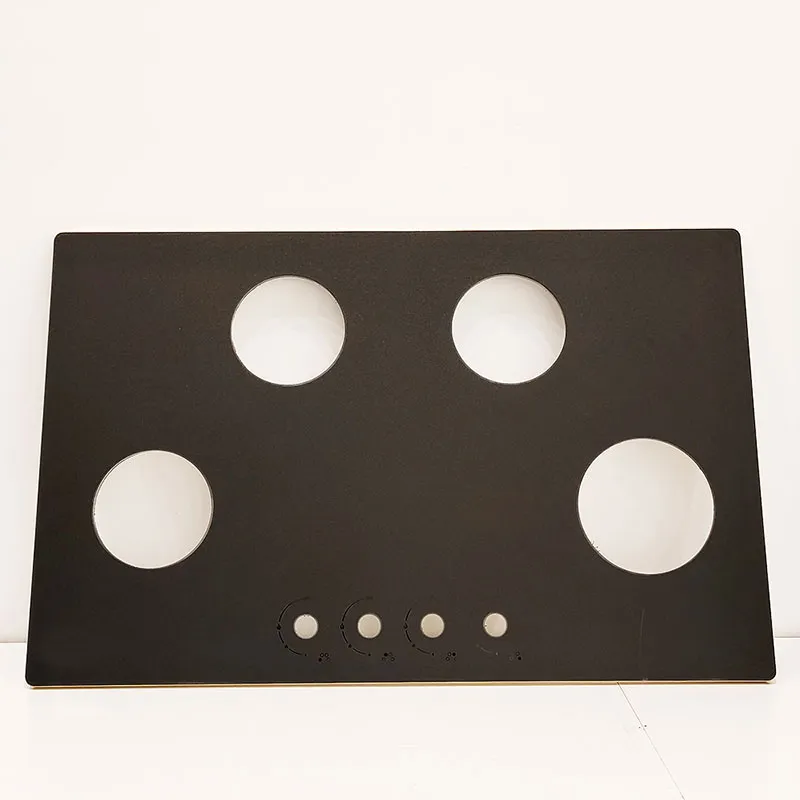
Ещё момент — крепления и отверстия. Под газовые панели часто нужны вырезы под ручки, датчики пламени. Края этих отверстий — зона риска. Их обязательно нужно шлифовать после резки и до закалки, иначе трещина пойдёт именно оттуда. У некоторых производителей есть шаблоны под популярные модели плит — это плюс. Значит, они уже набили руку на конкретных геометриях.
Логистика и упаковка — то, о чём часто забывают
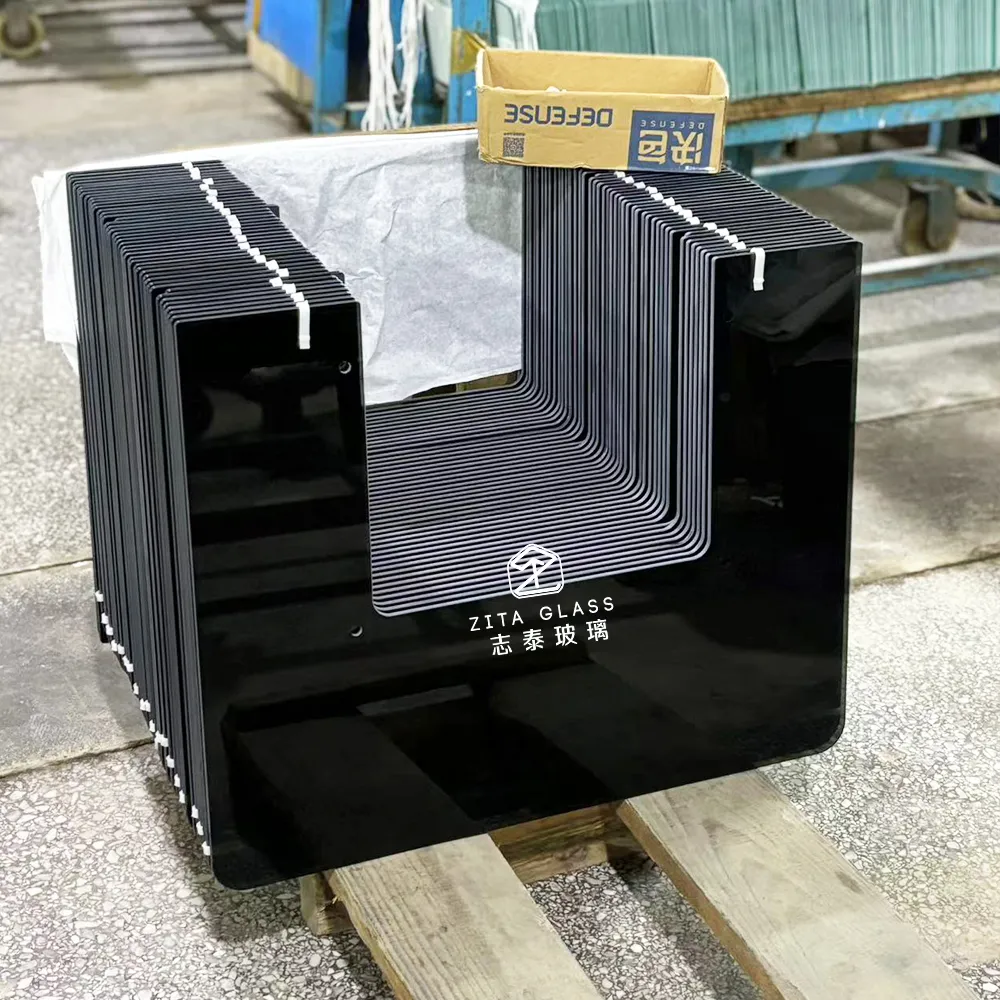
Идеальная панель, испорченная при перевозке, — это обычная история. Упаковка должна быть не просто картонная, а с жёсткими уголками и прокладками, которые фиксируют лист не только от ударов, но и от вибрации. Вибрация в контейнере за две недели морской перевозки может привести к микроабразивам на поверхности, если листы чем-то протрутся друг о друга. Поэтому между листами — обязательно плёнка с пузырьками или бумажные прокладки.
У производителей, которые работают на экспорт, как ZITA Стекло, обычно упаковка отработана. Но стоит проверить при первом заказе: распаковать несколько листов из середины паллета и с краёв, посмотреть на углы. Часто повреждения именно по углам — их могут не заметить при погрузке. Мы как-то получили партию, где 10% панелей имели сколы размером 1–2 мм на фаске. Поставщик признал брак, но время было потеряно. С тех пор в договор включаем пункт об упаковке по определённому стандарту.
Хранение на складе — тоже важно. Стеклокерамику нельзя хранить в вертикальном положении под наклоном — её может повести. Только горизонтально, на ровном стеллаже, с поддержкой по всей площади. И влажность не выше 60%, иначе на кромках может появиться реакция с щелочами из воздуха (особенно в промышленных районах). Это, конечно, уже детали, но они влияют на срок жизни панели до монтажа.
Вместо заключения: на что смотреть при выборе поставщика
Итак, если резюмировать опыт: стекло керамической варочной панели — это не товар, который выбирают по цене за квадратный метр. Смотришь на специализацию: если производитель, как ООО Фошань Шуньдэ Чжитай Стекло, делает акцент на закалке и печати — хорошо, но нужно понять, контролируют ли они всю цепочку. Запрашиваешь образцы — не для красоты, а для разрушающих тестов: термический шок, падение груза, тест на истирание разметки. Сверяешь геометрию и обработку кромок под свои рамы. И обязательно — протоколы испытаний от независимой лаборатории, не только свои.
Часто реальность такова: даже у солидного завода могут быть партии с отклонениями. Поэтому первый заказ — всегда пробный, пусть даже маленький. Мы как-то взяли партию в 50 штук у нового поставщика, и в трёх панелях при монтаже обнаружили разную толщину в пределах одного листа (разброс 0.3 мм). Для сборки критично — прижимные скобы не становились равномерно. Пришлось возвращать. Поставщик извинился, сказали, ?сбой в настройке линии?. Бывает. Но твоя задача как профессионала — этот сбой поймать до того, как панели уедут к конечному клиенту.
В общем, стеклокерамика — материал капризный, но если найти производителя, который понимает физику процесса, а не просто режет и печатает, — можно работать долго. Сайты вроде zitaglass.ru дают первую информацию, но настоящие детали выясняются только в переписке и тестах. И да, никогда не стесняться спрашивать про сырьё: ?Откуда листы? Какая рецептура??. Ответ ?не знаю, это коммерческая тайна? — плохой знак. Хороший поставщик обычно гордится своим сырьём и называет хотя бы базового производителя стеклокерамики. Это уже полдела.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка
Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка -
 Рекламное OEM-предложение: Стеклянные панели для холодильников с цветочной УФ-печатью по низкой цене.
Рекламное OEM-предложение: Стеклянные панели для холодильников с цветочной УФ-печатью по низкой цене. -
 Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники
Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники -
 Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле -
 Бытовая техника Стеклянная панель холодильника Стекло с индивидуальным УФ-печатью или шелкографией Стекло для холодильников
Бытовая техника Стеклянная панель холодильника Стекло с индивидуальным УФ-печатью или шелкографией Стекло для холодильников -
 Заводская оптовая продажа темного зеркального покрытия закаленного стекла Детали Индивидуальная сенсорная панель управления Стеклянная дверная панель холодильника
Заводская оптовая продажа темного зеркального покрытия закаленного стекла Детали Индивидуальная сенсорная панель управления Стеклянная дверная панель холодильника -
 Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки
Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки -
 Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника
Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника -
 Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель
Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель -
 Кухонная газовая плита с панелью из закаленного стекла Газовая плита с двумя конфорками Производство стекла 4 конфорки Кухонная плита Стеклянная панель
Кухонная газовая плита с панелью из закаленного стекла Газовая плита с двумя конфорками Производство стекла 4 конфорки Кухонная плита Стеклянная панель
Связанный поиск
Связанный поиск- электрическая плита закаленное стекло
- упаковка закаленное стекло
- изготовление криволинейного стекла закаленного
- закаленное стекло с полированной кромкой
- стекло для двери духовки газовой плиты
- черное керамическое стекло
- какую температуру выдерживает жаропрочное стекло
- жидкое стекло для плиты
- встроенная вытяжка для кухни стекло
- жаропрочный клей для духовки термостойкий стекла