
-


-


-
-


-


WeChat

-
WhatsApp


стекло закаленное тонированное
Когда говорят про стекло закаленное тонированное, многие сразу представляют себе просто темное стекло для фасадов. Но это лишь верхушка айсберга. На деле, это целая технологическая цепочка, где тонирование и закалка — не просто последовательные операции, а взаимозависимые процессы, и малейший просчет на любом этапе ведет к браку. Частая ошибка — думать, что можно взять любое стекло, нанести пленку и закалить. Реальность жестче.
Что скрывается за термином: неочевидные нюансы
По сути, мы говорим о стекле, которое сначала тонируется в массе (в расплаве) или с помощью покрытий, а затем проходит термическую обработку — закалку. Вот здесь и начинается самое интересное. Цвет, а точнее, химический состав красителей или параметры напыления, напрямую влияет на режим закалки. Например, стекло с селективным покрытием (low-e) греется иначе, чем простое тонированное в бронзу. Если гнать на стандартных настройках печи — получишь либо недостаточную прочность, либо оптические искажения, так называемые ?призраки?.
В работе с закаленным тонированным стеклом для фасадов высоких зданий мы всегда делаем пробные образцы. Бывало, заказчик присылал спецификацию с европейским аналогом по цвету, но при тестовой закалке на нашем оборудовании оттенок ?уплывал? в сторону зеленого или синего. Приходилось подбирать сырье и корректировать температурные кривые. Это не быстрый процесс.
Кстати, о сырье. Не все производители стекла-сырца (флоат-стекла) дают стабильный цвет от партии к партии. Работая, например, с продукцией ООО Фошань Шуньдэ Чжитай Стекло (их сайт — zitaglass.ru), обратил внимание, что их тонированное в массе стекло имеет хорошую повторяемость параметров. Для нас, как для обрабатывающих компаний, это критически важно, чтобы не переделывать целые партии для объекта.
Практика: где и почему оно ломается (в прямом смысле)
Основные точки риска — кромка и отверстия. Закаленное тонированное стекло после обработки имеет высокие остаточные напряжения. Если при резке или сверлении до закалки была микротрещина (не всегда видимая глазом), или кромка плохо обработана, в процессе закалки или уже на объекте под ветровой нагрузкой стекло может просто лопнуть. Причем, не как обычное — на крупные осколки, а рассыпаться на гранулы, но факт неприятный.
Один из наших провалов был связан как раз с этим. Делали остекление лоджий, стекло тонированное в серый цвет, толщиной 6 мм. После монтажа в трех конструкциях из пятидесяти в течение месяца пошли трещины от точек крепления. Разбирались. Оказалось, в той партии сырца была повышенная концентрация сульфида никеля (так называемые ?камни никеля?). При закалке эти включения создавали локальные зоны перенапряжения. Производитель сырца признал дефект, но репутационные потери и сроки были наши.
Теперь всегда требуем от поставщиков, включая ZITA Стекло (их профиль — как раз закаленное стекло, шелкография, покрытия), предоставлять протоколы контроля сырья на подобные включения. И свои выборочные проверки делаем. Дорого, но дешевле, чем рекламации с объекта.
Тонирование: не только цвет, но и функция
Здесь многие заказчики зациклены на эстетике — ?хочу такой же оттенок, как на картинке?. Но функциональность часто важнее. Солнцезащитное тонированное стекло, особенно закаленное, которое идет на фасады или остекление балконов, должно иметь определенный коэффициент светопропускания (СП) и энергоотдачи (SF).
В России нормы по светопропусканию для окон жилых помещений строгие. Поэтому просто взять очень темное стекло не выйдет — не пройдет по СП. Приходится комбинировать: либо использовать стекло с умеренным тонированием и дополнительным reflective- или low-e-покрытием, которое тоже наносится до закалки. Это уже высший пилотаж, так как нужно контролировать два процесса: нанесение покрытия (чаще магнетронное напыление) и последующую закалку, которая не должна ?сжечь? функциональный слой.
У профессионального производителя стекла, того же ZITA, как я знаю, есть линии для нанесения таких покрытий с последующей закалкой в непрерывном цикле. Это дает большую стабильность, чем когда стекло с покрытием возят между разными цехами или даже заводами. Риск повреждения или окисления слоя меньше.
Монтаж и эксплуатация: о чем молчат менеджеры
Самое большое заблуждение, что закаленное тонированное стекло — вечное и неубиваемое. Да, оно прочнее обычного в несколько раз, но уязвимо к точечным ударам по торцу. При монтаже фасадных конструкций часто используют присоски с металлическими элементами. Один неловкий удар кромкой о раму или крепеж — и по всему полотну идет сетка трещин.
Еще один момент — тепловой удар. Тонированное стекло, особенно темное, сильнее нагревается на солнце. Если его края жестко зажаты в раме без тепловых зазоров, а центр под палящим солнцем, возникает критическая разница температур. Напряжения, созданные при закалке, складываются с тепловыми — и стекло лопается. Был случай на объекте в Сочи: южный фасад, темно-бронзовое стекло, алюминиевая рама. После двух лет эксплуатации пошли трещины именно по такой схеме. Пришлось пересчитывать конструктив, увеличивать зазоры.
Поэтому теперь в наших техзаданиях всегда отдельным пунктом прописываем условия монтажа и требования к фурнитуре для тонированного закаленного стекла. И рекомендуем заказчикам не экономить на квалификации монтажников.
Взгляд в будущее: цифра и комбинации
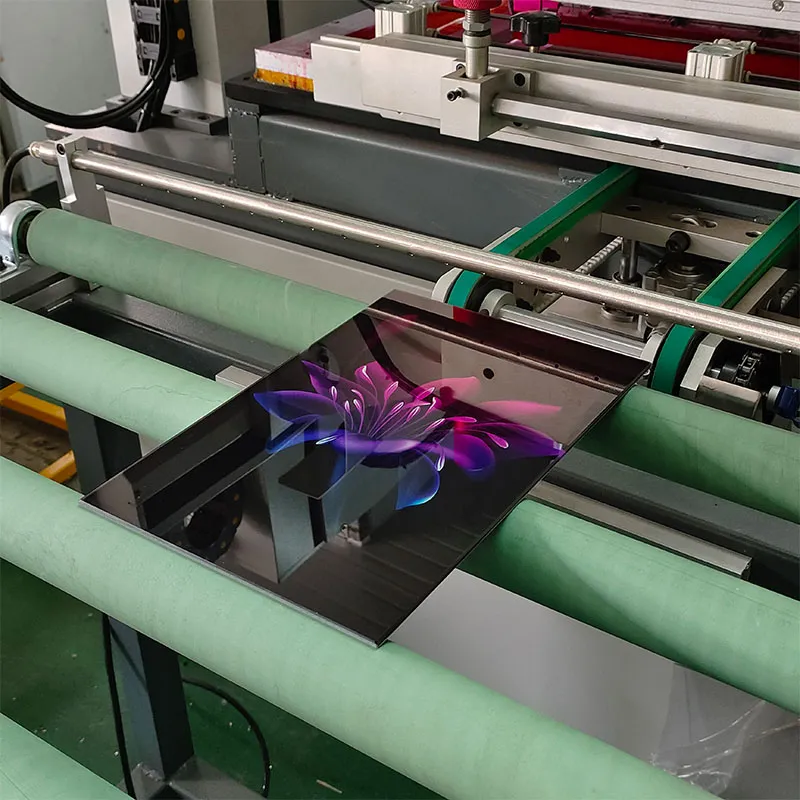
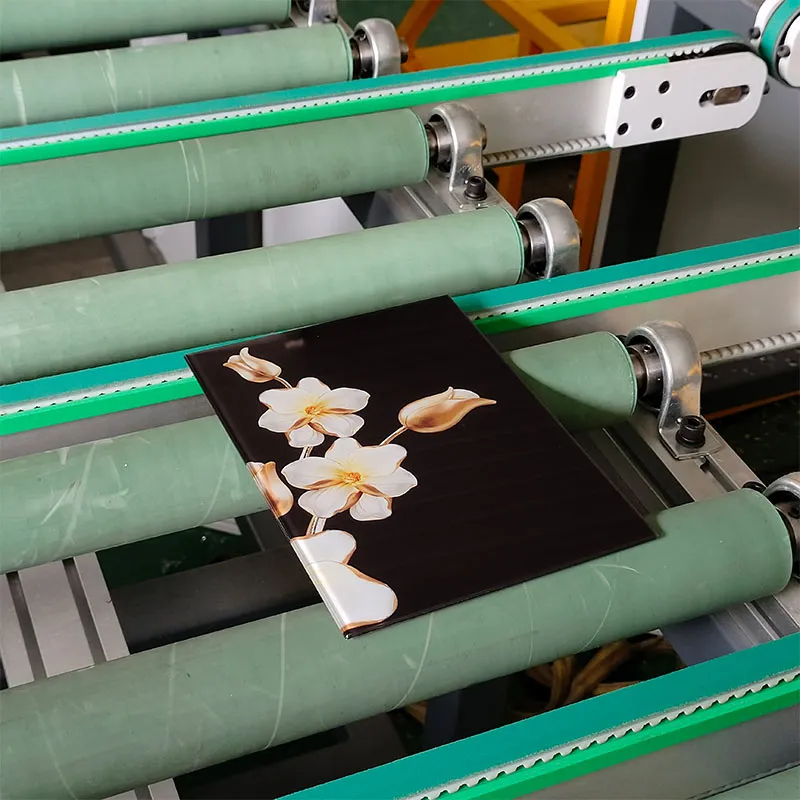
Сейчас все больше запросов на индивидуальный дизайн. Тонирование — это уже не просто однородный цвет. Развивается цифровая печать по стеклу, которую затем тоже закаливают для прочности. Можно нанести любой рисунок, градиент, логотип. Но здесь своя головная боль: краски для цифровой печати должны выдерживать высокие температуры закалки (около 700°C), не выгорать и не пузыриться.
Компании, которые, как ООО Фошань Шуньдэ Чжитай Стекло, заявляют в своем профиле (zitaglass.ru) о специализации на цифровой печати и закалке, по сути, работают на переднем крае. Это сложнотехнологичный продукт. Из нашего опыта, успех здесь на 80% зависит от качества самих керамических красок и точности соблюдения температурно-временного режима в печи.
Будущее, мне кажется, за комбинированием технологий. Например, стекло закаленное тонированное с шелкографией (матовыми полосами) для декоративных фасадов или с зеркальным покрытием для интерьеров. Но каждый дополнительный слой — это еще один риск на этапе термообработки. Нужно очень четко понимать физику процесса. Просто купить печь и сырье недостаточно. Нужны технолог с опытом и готовность к долгой настройке процесса под каждый новый сложный заказ. Это и есть та самая разница между просто продуктом и качественным продуктом.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 УФ-цифровая печать на стеклянной панели двери холодильника Высококачественный лист из закаленного стекла Стекло для холодильника с индивидуальной толщиной
УФ-цифровая печать на стеклянной панели двери холодильника Высококачественный лист из закаленного стекла Стекло для холодильника с индивидуальной толщиной -
 Оптовая продажа 2/3/4/ 6/8 мм закаленного кухонного стекла ODM Шелкография Экран Морозильная камера Холодильник Стеклянная дверная панель Закаленное стекло
Оптовая продажа 2/3/4/ 6/8 мм закаленного кухонного стекла ODM Шелкография Экран Морозильная камера Холодильник Стеклянная дверная панель Закаленное стекло -
 Производитель стеклянных панелей для бытовой техники на заказ, прозрачное закаленное стекло для полок морозильных камер
Производитель стеклянных панелей для бытовой техники на заказ, прозрачное закаленное стекло для полок морозильных камер -
 Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ
Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ -
 Индивидуальная шелкография Цифровая печать Крышка прибора Закаленное стекло Стеклянный лист с печатью цветов
Индивидуальная шелкография Цифровая печать Крышка прибора Закаленное стекло Стеклянный лист с печатью цветов -
 Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле
Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле -
 Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка
Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка -
 Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки.
Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки. -
 Стеклянные панели для бытовой техники Фабрика в провинции Гуандун Профессиональные недорогие сенсорные стеклянные панели Стеклянные панели для вытяжек
Стеклянные панели для бытовой техники Фабрика в провинции Гуандун Профессиональные недорогие сенсорные стеклянные панели Стеклянные панели для вытяжек -
 Оптовая продажа стеклянных аксессуаров для кухонной техники на заказ с покрытием Low E из закаленного стекла для двери микроволновой печи
Оптовая продажа стеклянных аксессуаров для кухонной техники на заказ с покрытием Low E из закаленного стекла для двери микроволновой печи -
 Индивидуальная оптовая цена на шелкографию Холодильник Морозильник Холодильник Закаленное зеркало Печать Закаленное стекло Дверь
Индивидуальная оптовая цена на шелкографию Холодильник Морозильник Холодильник Закаленное зеркало Печать Закаленное стекло Дверь -
 Кухонная газовая плита с панелью из закаленного стекла Газовая плита с двумя конфорками Производство стекла 4 конфорки Кухонная плита Стеклянная панель
Кухонная газовая плита с панелью из закаленного стекла Газовая плита с двумя конфорками Производство стекла 4 конфорки Кухонная плита Стеклянная панель
Связанный поиск
Связанный поиск- Стекло с ЧПУ обработкой
- стекло верхнее для газовой плиты гефест
- прибор для определения закаленного стекла
- доски из закаленного стекла
- жаростойкое стекло для газовой плиты
- жаропрочный клей герметик для стекла газовой плиты
- температура плавления закаленного стекла
- стекло для варочной поверхности плит
- встроенная вытяжка для кухни стекло
- форма для запекания из жаропрочного стекла