
-


-


-
-


-


WeChat

-
WhatsApp


сверление закаленного стекла
Когда слышишь запрос ?сверление закаленного стекла?, первая мысль у многих — ?невозможно?. И в целом, они правы, но с огромной оговоркой. Именно эта оговорка и есть вся суть работы. В интернете полно поверхностных советов, которые приведут только к трещинам и потерям. Главный миф — что это можно сделать обычным алмазным сверлом, как с обычным стеклом. Реальность жестче: после закалки внутренние напряжения распределены так, что любое неверное движение, малейший перегрев — и лист превращается в груду осколков. Не ?может треснуть?, а именно рассыпается. Сам процесс — это всегда балансирование на грани, и успех зависит от десятка факторов, о которых не пишут в коротких гайдах.
Почему это вообще считается сложным? Физика процесса
Закаленное стекло — не просто прочное стекло. Это материал, прошедший термическую обработку, создающую поверхностное сжатие и внутреннее растяжение. Его прочность на изгиб в разы выше, чем у обычного. Но эта же самая прочность — его ахиллесова пята при механической обработке. Нарушить целостность поверхностного слоя — значит снять напряжение, и тогда энергия высвобождается мгновенно. Представьте сильно сжатую пружину.
Поэтому классическое сверление, где сверло режет материал, здесь не работает. Нужно не резать, а как бы ?выскабливать? или истирать материал в точке контакта, избегая ударных нагрузок и концентрированного тепла. Именно перегрев — причина 80% неудач. Стекло вокруг сверла раскаляется, возникает локальный тепловой удар, и напряжения перераспределяются — трещина.
Отсюда и ключевое требование: охлаждение. Но не просто струя воды, а постоянный, обильный поток, который отводит тепло от зоны реза и одновременно удаляет стеклянную пыль. Без этого даже самая дорогая оснастка бесполезна.
Инструмент и оснастка: на чем нельзя экономить
Тут все упирается в два момента: станок и сверло (или, правильнее, коронка). Ручная дрель — почти гарантия брака. Нужен станок с низкими оборотами (от 300 до 800 об/мин), идеально — с возможностью плавной регулировки и жесткой фиксации заготовки. Вибрация — враг номер два.
Сверла — только алмазные, но не любые. Подходят коронки с алмазным напылением по периметру, специально для стекла или керамики. Важен не столько бренд, сколько состояние. Тупая коронка будет не резать, а тереть, создавая тот самый роковой перегрев. Лично я после 10-15 отверстий подряд отправляю коронку на проверку и часто на переправку. Экономия здесь ложная.
Интересный момент: иногда для особо ответственных работ мы используем не сверление, а пескоструйную обработку по шаблону. Это дольше, но безопаснее для стекла. Однако метод имеет ограничения по толщине и чистоте кромки.
Технология шаг за шагом: от разметки до полировки
Начинается все с разметки. Карандашом или маркером не подойдет — смоется под водой. Мы используем тонкую полоску малярного скотча в месте будущего отверстия и размечаем уже по нему шилом или тонким сверлом по керамике, чтобы сделать начальную ?засечку?. Это помогает сверлу не соскальзывать в самый ответственный момент — начало работы.
Само сверление — под обильной водой. Заготовка должна лежать на ровной, мягкой поверхности (резиновый коврик), быть надежно зафиксирована, но без избыточного давления по краям. Давление на инструмент — минимальное, буквально вес самой дрели. Пусть инструмент работает сам. Слышишь характерный скрежещущий звук — это нормально. Если звук меняется на более высокий, визжащий — стоп, перегрев. Нужно проверить подачу воды.
Особенно критичен момент выхода сверла с обратной стороны. Здесь вероятность скола максимальна. Поэтому, как только коронка прошла на 2/3, нужно перевернуть стекло и начать сверление с обратной стороны, точно выставив по уже намеченному контуру. Это трудоемко, но это единственный способ получить чистый край без сколов.
Реальные кейсы и где ждут подводные камни
Работал с одним проектом, где нужно было сделать монтажные отверстия в уже закаленных стеклянных панелях для навесного фасада. Стекло было 10 мм, от ZITA Стекло — кстати, их продукция отличается стабильностью качества, что критично для таких задач. Проблема была в том, что отверстия нужны были близко к краю. А это зона максимального напряжения.
Пришлось делать пробные проходы на обрезках от той же партии. Выяснилось, что минимальное расстояние от центра отверстия до края должно быть не менее полутора диаметров сверла, иначе риск 90%. Пришлось пересматривать крепежную схему с заказчиком. Это типичная история — инженеры на бумаге рисуют отверстие в 2 см от края, не понимая физики материала.
Другой случай — сверление под трубу. Диаметр 40 мм, стекло 8 мм. Казалось бы, простая задача. Но при выходе коронки на обратной стороне пошел радиальный скол. Причина — износ алмазного слоя по одной стороне коронки, что привело к неравномерной нагрузке. Пришлось заказывать новую оснастку и начинать сначала. Теперь у нас есть простое правило: под каждую новую крупную работу — новая коронка.
Сотрудничество с производителями: почему это важно
Здесь хочу сделать отступление. Когда работаешь с материалом на грани возможного, диалог с производителем бесценен. Например, у ООО Фошань Шуньдэ Чжитай Стекло (их сайт — zitaglass.ru) в техподдержке можно уточнить нюансы по конкретной партии стекла. Они как производители закаленного стекла знают режимы закалки, которые влияют на внутреннее напряжение. Иногда можно запросить стекло с чуть меньшей степенью закалки (в пределах ГОСТ, разумеется) для последующей сложной механической обработки. Это не всегда возможно, но сам факт такого диалога спасает время и ресурсы.
Их профиль — не только закаленное стекло, но и шелкография, зеркальное покрытие, цифровая печать. И вот что важно: если нужно сверлить уже окрашенное или покрытое стекло, задача усложняется в разы. Пленка или краска мешают отводу тепла в зоне контакта. Для такого мы разработали свой протокол: сначала аккуратное засверливание покрытия твердосплавным инструментом на низких оборотах, и только потом — алмазная коронка. Информация о том, какое именно покрытие нанесено, берется как раз из паспорта материала или у производителя.
Выводы, которые не найти в инструкциях
Итак, сверление закаленного стекла возможно, но это не технологическая операция, а скорее ремесло, основанное на опыте и чувстве материала. Никакие YouTube-ролики не заменят набитых шишек. Главные постулаты: низкие обороты, обильное охлаждение, острый инструмент, отсутствие вибрации и понимание, что работаешь не с пассивным материалом, а с системой, находящейся в напряженном равновесии.
Стоит ли этим заниматься самостоятельно? Для разового случая — нет. Риск испортить дорогостоящий материал слишком велик. Лучше обратиться к специалистам, у которых есть не только оборудование, но и опыт неудач, из которых они вынесли правильные выводы. Например, некоторые цеха, сотрудничающие с крупными поставщиками вроде ZITA Стекло, часто имеют такой накопленный практический багаж.
В конечном счете, успех определяется готовностью следовать неудобным, медленным протоколам и уважением к физике процесса. Стекло не прощает спешки и приблизительности. Каждое удачное отверстие — это небольшая победа над хрупкостью.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
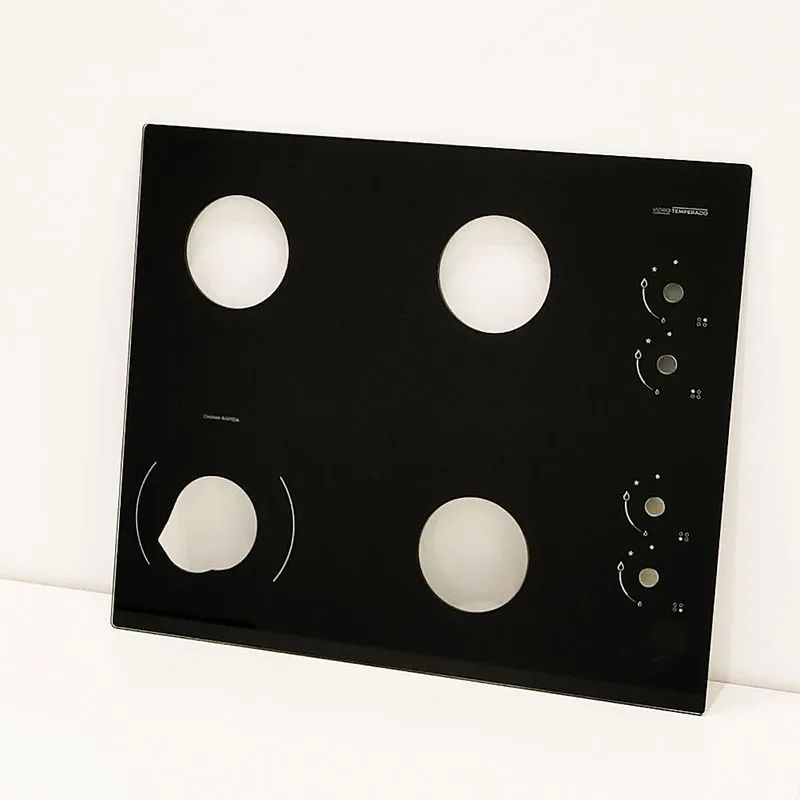
 Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты -
 Высококачественная индивидуальная шелкография Высокотемпературное закаленное стекло Детали морозильной камеры Стекло для холодильника на продажу
Высококачественная индивидуальная шелкография Высокотемпературное закаленное стекло Детали морозильной камеры Стекло для холодильника на продажу -
 Заводская оптовая продажа OEM ODM Форма Шелковый экран Переключатель Закаленные сенсорные панели с электронным окном для диспенсера воды
Заводская оптовая продажа OEM ODM Форма Шелковый экран Переключатель Закаленные сенсорные панели с электронным окном для диспенсера воды -
 Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле -
 Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника
Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника -
 Дизайн стеклянной панели для бытовой электротехники Черный стеклянный лист на заказ для кухонной вытяжки Стеклянная панель для кухни
Дизайн стеклянной панели для бытовой электротехники Черный стеклянный лист на заказ для кухонной вытяжки Стеклянная панель для кухни -
 Индивидуальные термостойкие детали для газовой плиты с трафаретной печатью 2 горелки Панель из закаленного стекла Верхний стеклянный лист для газовой плиты
Индивидуальные термостойкие детали для газовой плиты с трафаретной печатью 2 горелки Панель из закаленного стекла Верхний стеклянный лист для газовой плиты -
 Заводская оптовая продажа темного зеркального покрытия закаленного стекла Детали Индивидуальная сенсорная панель управления Стеклянная дверная панель холодильника
Заводская оптовая продажа темного зеркального покрытия закаленного стекла Детали Индивидуальная сенсорная панель управления Стеклянная дверная панель холодильника -
 Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек -
 Декоративное стекло с цифровой печатью для кухонных фартуков Высококачественное термостойкое стекло для фартуков
Декоративное стекло с цифровой печатью для кухонных фартуков Высококачественное термостойкое стекло для фартуков -
 Высококачественная термостойкая закаленная стеклянная панель для микроволновой печи с шелкографией, стекло для дверцы электрической печи
Высококачественная термостойкая закаленная стеклянная панель для микроволновой печи с шелкографией, стекло для дверцы электрической печи -
 Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей
Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей
Связанный поиск
Связанный поиск- вытяжка закаленное стекло
- закаленное стекло или нержавеющая сталь
- керамическое стекло для плиты веко
- внутренне стекло для духовки плиты гефест
- закаленное стекло использование
- стекло для варочная панель электрическая
- жаропрочное стекло для микроволновки
- закаленное стекло для газовой плиты на стену
- полу закаленное стекло
- стекло для крышки газовой плиты