
-


-


-
-


-


WeChat

-
WhatsApp


резка жаропрочного стекла
Когда говорят про резка жаропрочного стекла, многие сразу думают о дорогом оборудовании и сложных технологиях. Но главная проблема часто не в станке, а в понимании материала. Жаропрочное — это не просто толстое стекло, оно ведет себя иначе при обработке. Самый частый промах — пытаться резать его как обычное закаленное, а потом удивляться сколам и трещинам по кромке. Тут нужен другой подход, и он начинается с выбора исходного листа.
Почему не всякое стекло подходит для резки под высокие температуры
Начнем с основ. Жаропрочное стекло, которое идет, например, на фасады каминов или защитные экраны, часто имеет в составе боросиликаты. Это меняет его коэффициент теплового расширения. Если резать его тем же алмазным диском и с тем же охлаждением, что и обычное стекло, внутренние напряжения распределяются неравномерно. Результат — неконтролируемый разлом не по линии реза. Я видел, как на одном из объектов привезли якобы жаропрочное стекло от неизвестного поставщика, а при попытке подгонки на месте оно пошло сеткой микротрещин. Оказалось, материал был просто толстым, но без нужного химического состава.
Здесь важно сотрудничать с проверенными производителями, которые дают четкие технические характеристики на материал. Например, в работе мы часто используем листы от ООО Фошань Шуньдэ Чжитай Стекло (их сайт — zitaglass.ru). Они как раз специализируются на закалке и обработке, и у них можно получить именно тот боросиликатный состав, который нужен для последующей резки жаропрочного стекла. Это не реклама, а констатация факта: с качественным сырьем половина проблем отпадает сама собой. Компания ZITA Стекло позиционирует себя как профессиональный производитель, и в данном случае их профиль — закаленное стекло, шелкография, зеркальные покрытия — говорит о возможностях комплексной обработки, что важно для конечного изделия.
Еще один нюанс — состояние кромки после закалки. Иногда заказчики просят купить уже закаленное стекло и потом его резать. Это грубейшая ошибка. Резать можно только до термической обработки. После закалки материал получает поверхностное напряжение, и любая попытка его нарушить приводит к тому, что стекло рассыпается на мелкие кубики. Это нужно четко объяснять клиенту на этапе проектирования.
Оборудование и техника: на чем экономить нельзя
Перейдем к практике. Для точной резки жаропрочного стекла обычный стеклорез-ролик не подходит категорически. Нужен станок с алмазным диском и системой подачи воды под высоким давлением. Но и здесь есть ловушка: вода должна быть не просто холодной, а с определенной температурой и, желательно, с добавлением ингибиторов коррозии. Почему? Потому что боросиликатное стекло режется медленнее, и место реза сильнее нагревается. Резкий перепад температур между горячей зоной реза и холодной водой — и вот вам риск появления термических трещин.
У нас был случай на объекте в Сочи, когда при резке крупного экрана для ресторана пошли почти невидимые глазу трещины от кромки. Искали причину в диске, в зажимах. Оказалось, проблема в воде — использовали ледяную воду из скважины, что создало локальный шок для материала. Перешли на воду комнатной температуры с циркуляцией, и проблема исчезла. Мелочь, а влияет критически.
Сам диск — отдельная тема. Нужен алмазный диск именно для твердого стекла, с мелкой зернистостью. Крупная зернистость оставляет больше микросколов. Частота вращения шпинделя должна быть ниже, чем для обычного стекла. Здесь нет универсальных настроек, приходится подбирать опытным путем для каждой партии и толщины. Иногда делаем пробный рез на обрезке, чтобы поймать нужный звук — правильная резка идет почти бесшумно, с легким шипением. Скрип или вибрация — сигнал немедленно остановиться.
Подготовка и разметка: где закладывается успех
Перед тем как начать резку жаропрочного стекла, его нужно правильно уложить на станок. Поверхность стола должна быть идеально ровной, без малейших перекосов. Любой зазор между стеклом и поверхностью стола приведет к вибрации в момент реза, а это гарантированный скол. Мы используем вакуумные столы, но даже их нужно регулярно проверять на герметичность.
Разметка — кажется, что тут сложного? Но для жаропрочного стекла нельзя использовать обычные маркеры на спиртовой основе. Они могут создать микроскопические точки напряжения там, где пройдет линия реза. Лучше всего — тонкая лазерная проекция или, на худой конец, малярный скотч и тонкий фломастер на водной основе. Линия реза должна быть одна, четкая. Вести повторно по той же линии стеклорезом — значит почти наверняка испортить деталь.
Еще один момент, о котором часто забывают — это направление резки относительно структуры листа. Стекло, особенно после формования, имеет едва уловимые внутренние 'тянучки'. Если резать поперек них, риск раскалывания выше. Опытный оператор по отблеску на свету может определить это направление и сориентировать разметку соответствующим образом. Это не по учебникам, это уже из практики.
Типичные ошибки и как их избежать
Самая распространенная ошибка — спешка. Резка жаропрочного стекла не терпит суеты. Давление на заготовку, скорость подачи — все должно быть плавно и монотонно. Попытка ускорить процесс в конце реза, чтобы 'дожать' последние сантиметры, почти всегда заканчивается сколом угла. Учишь этому каждого нового сотрудника, и все равно первые бракованные детали появляются именно по этой причине.
Вторая ошибка — экономия на последующей обработке кромки. После резки кромку обязательно нужно шлифовать и полировать. Даже если сколов не видно, микротрещины на краю — это концентраторы напряжения. При нагреве в процессе эксплуатации трещина может пойти внутрь полотна. Мы шлифуем кромку минимум двумя разными абразивами — сначала для снятия напряжения, потом для придания гладкости. Для ответственных изделий, тех же каминных экранов, иногда делаем еще и полировку до оптической прозрачности кромки. Это долго, но надежно.
И третье — неправильное охлаждение после резки. Отрезанную деталь нельзя сразу снимать и класть на металлический стол. Место реза еще теплое. Мы оставляем деталь на основном столе под струей воды еще на несколько минут, чтобы температура выровнялась по всему объему. Только потом аккуратно сдвигаем на подготовленные деревянные подкладки. Казалось бы, мелочь, но сколько раз видел, как отрезанный кусок, положенный на холодный стальной уголок, 'звенел' и трескался через полчаса.
Работа с поставщиками и контроль качества
Взаимодействие с производителем стекла — это не просто 'купил и отрезал'. Как я уже упоминал, с компанией типа ООО Фошань Шуньдэ Чжитай Стекло (ZITA Стекло) диалог должен быть на техническом уровне. Важно заранее обсудить, для каких целей будет использоваться стекло, какие нагрузки и температурные режимы. От этого зависит, какой именно состав они предложат и как его подготовят к отгрузке. Иногда есть смысл заказывать листы уже с черновой разметкой или даже с предварительными пропилами в размер — это снижает количество отходов и риск ошибок при резке у себя в цеху.
Контроль качества начинается с приемки листа. Смотрим не только на геометрию, но и на отсутствие внутренних пузырей, свилей. Для жаропрочного стекла это критично, потому что такой дефект под воздействием огня может привести к разрушению. Просветляем лист под разными углами, используем поляризованный свет, чтобы увидеть скрытые напряжения. Если партия не устраивает — отправляем обратно. Жестко? Да. Но лучше потерять время на замену, чем reputation на объекте.
И последнее. Даже имея отличного поставщика, такого как ZITA Стекло, и хорошее оборудование, нужно постоянно учиться. Технологии меняются, появляются новые составы стекла, новые смазочно-охлаждающие жидкости. Иногда полезный совет можно найти даже не в техническом паспорте, а в разговоре с технологом на производстве у поставщика. Поэтому диалог и обмен опытом — это неотъемлемая часть работы. В конце концов, резка жаропрочного стекла — это не просто операция, это процесс, где важен каждый этап, от выбора сырья до финальной полировки кромки. И пропустить или упростить что-то — значит получить проблему, которая проявится у заказчика, возможно, через месяцы. А это уже вопрос профессиональной ответственности.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн
Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн -
 Оптовая продажа индивидуальных панелей управления для газовых плит, листов из гранул, тонированного газа для газовых плит, закаленного стекла для поверхности плит
Оптовая продажа индивидуальных панелей управления для газовых плит, листов из гранул, тонированного газа для газовых плит, закаленного стекла для поверхности плит -
 Конкурентоспособная цена Изогнутое стекло для вытяжки Черная шелкография Декоративная стеклянная панель для кухонной техники
Конкурентоспособная цена Изогнутое стекло для вытяжки Черная шелкография Декоративная стеклянная панель для кухонной техники -
 Бытовая техника Стеклянная панель холодильника Стекло с индивидуальным УФ-печатью или шелкографией Стекло для холодильников
Бытовая техника Стеклянная панель холодильника Стекло с индивидуальным УФ-печатью или шелкографией Стекло для холодильников -
 Индивидуальные изогнутые детали сенсорного экрана Шелкография Закаленное стекло 3 мм 4 мм 5 мм Закаленная стеклянная панель для кухонной вытяжки
Индивидуальные изогнутые детали сенсорного экрана Шелкография Закаленное стекло 3 мм 4 мм 5 мм Закаленная стеклянная панель для кухонной вытяжки -
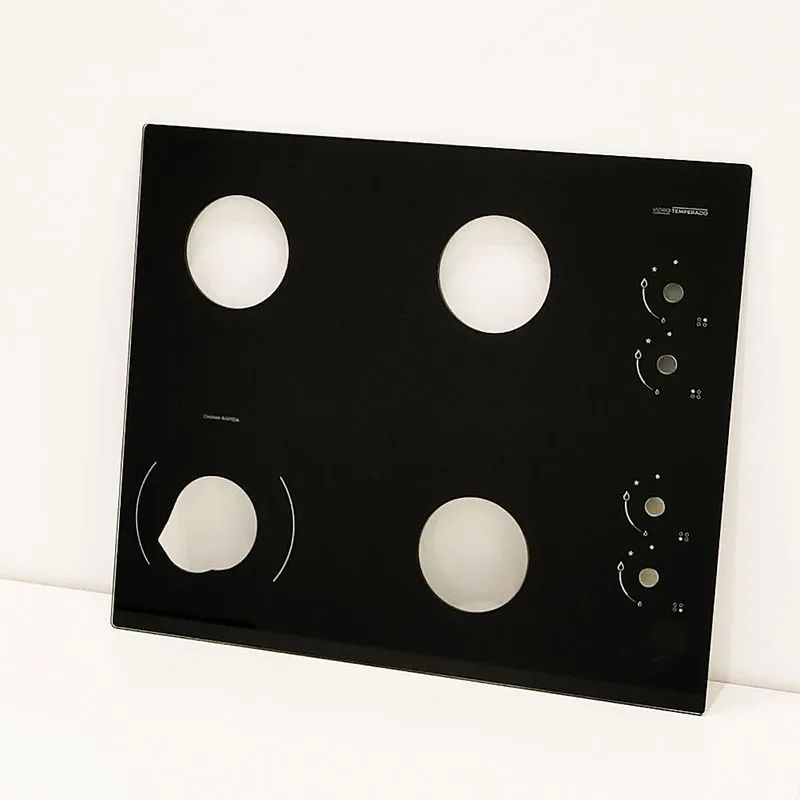
 Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты -
 Высококачественная газовая варочная панель с закаленным стеклом Электрическая встроенная газовая плита с закаленным стеклом
Высококачественная газовая варочная панель с закаленным стеклом Электрическая встроенная газовая плита с закаленным стеклом -
 Изготовленная на заводе стеклянная полка для холодильника из сверхпрозрачного закаленного стекла для холодильника с морозильной камерой
Изготовленная на заводе стеклянная полка для холодильника из сверхпрозрачного закаленного стекла для холодильника с морозильной камерой -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек -
 Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки
Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки -
 Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло
Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло
Связанный поиск
Связанный поиск- Гидроабразивная резка стекла
- холодильник ларь уплотнитель для стекла
- Стекло толщиной 8 мм
- Закаленное стекло толщиной 5 мм
- закаленное ударопрочное стекло
- индукционная варочная панель закаленное стекло
- многослойное закаленное стекло
- стекло для поверхности плиты
- плита кухонная закаленное стекло
- наборы из жаропрочного стекла