
-


-


-
-


-


WeChat

-
WhatsApp


индукционная панель закаленное стекло
Когда говорят про индукционная панель закаленное стекло, многие сразу думают о прочности и термостойкости. Но в реальности, если ты работаешь с этим материалом каждый день, понимаешь, что ключевых нюансов куда больше — и не все они очевидны даже для некоторых производителей. Частая ошибка — считать, что любое закаленное стекло автоматически подходит для варочных поверхностей. На деле же разница в качестве сырья, технологии закалки и даже в обработке кромок может привести к тому, что панель либо потрескается при первом же серьезном тепловом ударе, либо начнет ?звенеть? не так, как должна. Я сам через это проходил, когда лет семь назад мы пробовали ставить стекло от разных поставщиков на тестовые индукционные плиты. Итог был печальным: в трех случаях из десяти стекло давало микротрещины уже после 50 циклов нагрева-охлаждения. С тех пор подход изменился.
Сырье и его скрытые параметры
Основной момент, который часто упускают из виду — это не просто ?закаленное стекло?, а конкретный тип стекла-полуфабриката. Для индукционных панелей обычно берут алюмосиликатное стекло, реже — боросиликатное. Но и здесь есть подвох: даже в рамках одного типа химический состав может ?плавать?, что влияет на коэффициент теплового расширения. Если он не сбалансирован, при локальном нагреве от индукционной катушки в стекле возникают напряжения, которые стандартная закалка не всегда компенсирует. Мы, например, после тех неудачных проб начали сотрудничать с производителями, которые предоставляют полный паспорт на сырье. Как раз одна из таких компаний — ООО Фошань Шуньдэ Чжитай Стекло (их сайт — https://www.zitaglass.ru). Они как раз заявляют о специализации на закаленном стекле для технических применений, и по нашим тестам их материал показывает стабильность по тепловому шоку. Но об этом чуть позже.
Еще один практический аспект — наличие дефектов в исходном листе. Пузырьки, свили, микроскопические включения сульфида никеля — все это под закалкой может стать центром разрушения. Причем иногда эти дефекты проявляются не сразу, а через несколько месяцев эксплуатации. Я помню случай, когда партия панелей для одной известной марки плит начала спонтанно трескаться на складе у дистрибьютора. Разбор показал, что в стекле были невидимые без специального оборудования включения никеля, которые со временем из-за перепадов температуры в самом складе привели к саморазрушению. С тех пор мы настаиваем на ультразвуковом контроле сырья, хотя это и удорожает процесс.
Толщина — казалось бы, все просто. Стандарт для панелей — 4 мм, иногда 5 мм. Но здесь важно не само число, а равномерность толщины по всей площади листа. Если где-то есть перепад даже в 0,2 мм, при закалке напряжение распределится неравномерно. В зоне с более тонким стеклом остаточные напряжения будут выше, и именно там при нагреве может пойти трещина. Мы проверяем это лазерным сканированием, но многие мелкие цеха экономят на этом этапе, полагаясь на штангенциркуль в нескольких точках. Результат предсказуем.
Процесс закалки: где кроются риски
Собственно, закалка — это самый ответственный этап. Общая теория известна: нагрев до 650-700°C с последующим резким обдувом холодным воздухом. Но для индукционная панель критична не просто твердость поверхности, а именно создание сбалансированного напряженного состояния по всему объему стекла. Если режимы обдува настроены неправильно, может возникнуть так называемая ?полка? — зона с резким градиентом напряжений. В обычных условиях она не мешает, но при работе индукционной катушки, которая греет не всю поверхность, а точечно, эта полка становится линией разлома.
Опытным путем мы выяснили, что для панелей под индукцию лучше использовать не симметричный, а слегка асимметричный обдув с более интенсивным охлаждением с нижней стороны. Это создает оптимальный профиль напряжений для сопротивления точечному нагреву. Но и тут есть нюанс: если перестараться, стекло может покоробиться, и тогда его не получится ровно установить на рамку плиты. Приходится искать баланс для каждой новой партии сырья, так как его теплоемкость может немного отличаться.
Еще один момент — печь. Идеально, если она новая и с точным цифровым управлением. Но на многих производствах до сих пор стоят старые печи с ощутимым разбросом температур по зонам. В таких условиях получить стабильное качество закалки для ответственных изделий почти невозможно. Мы однажды закупили партию уже закаленного стекла у стороннего цеха, и при тестовой установке на плиту 3 из 10 панелей лопнули при первом же включении на максимальную мощность. Разбор полетов показал, что в печи была ?холодная? зона, и стекло там недополучило нужную температуру, в результате закалка была неравномерной. Пришлось вернуть всю партию.
Механическая обработка и кромка
Перед закалкой стекло режут, сверлят отверстия под органы управления и скругляют кромки. Казалось бы, мелочь. Но если кромку сделать слишком острой или оставить микроскопические сколы, в этом месте при закалке сконцентрируется напряжение. Впоследствии, когда панель будет закреплена в металлической раме плиты, малейшая вибрация или нагрев могут запустить трещину именно с кромки. Поэтому мы всегда делаем полировку кромки до матового состояния, даже если заказчик не требует этого явно. Это добавляет работы, но снижает процент брака в эксплуатации.
Отверстия — отдельная тема. Их расположение и диаметр должны быть точно рассчитаны с учетом поля напряжений после закалки. Нельзя сверлить отверстие слишком близко к краю или делать его в зоне максимального нагрева от катушки. У нас был проект, где дизайнеры расположили отверстие для сенсора практически вплотную к зоне нагрева. В опытном образце все работало, но при расширении на серийное производство начался отказ — вокруг отверстий пошли радиальные трещины. Пришлось пересматривать конструкцию, смещать отверстие на 5 мм, что потребовало изменений в электронной части плиты. С тех пор мы всегда требуем от инженеров-разработчиков плит предоставлять карту тепловых полей для согласования.
Контроль качества: что смотреть кроме удара молотком
Стандартный тест на закаленное стекло — удар шариком или проверка на динамометре. Но для индукционных панелей этого мало. Обязательный этап — термоциклирование. Мы гоняем образцы в специальной камере: нагрев до 280-300°C в зоне диаметром 15 см (имитация работы конфорки), затем быстрое охлаждение до 20°C. Цикл повторяется сотни раз. Стекло, которое выдерживает 500 таких циклов без изменений, можно считать пригодным. Но многие производители ограничиваются 50-100 циклами, экономя время и энергию.
Еще один полезный, но редко используемый метод — просвет поляризационным фильтром. Он позволяет визуально увидеть неравномерность напряжений. Хорошо закаленное стекло для индукции должно давать относительно однородную картину без резких цветовых перепадов в центральной зоне. Этот метод не количественный, но для быстрой отбраковки на линии очень помогает. Мы так выявили не одну партию с скрытым браком, который обычные механические тесты не показали бы.
И конечно, проверка на плоскность. Панель, уложенная на идеально ровную поверхность, не должна иметь зазоров более 0,5 мм. Иначе при затяжке в раме возникнут изгибающие напряжения. Проверяется обычной щуповой линейкой, но почему-то на многих сборочных линиях этот этап пропускают, полагаясь на автоматику. Автоматика же не всегда чувствует легкий прогиб.
Практический опыт и сотрудничество
Вернемся к компании ZITA Стекло (полное название — ООО Фошань Шуньдэ Чжитай Стекло). Мы начали с ними работать около двух лет назад, и главное, что подкупило — их готовность предоставлять не просто стекло, а полные данные по партии: спектральный анализ сырья, параметры закалки для каждой печи, результаты собственных тестов на термошок. Для нас, как для интеграторов, это важно, потому что позволяет предсказывать поведение материала в конкретной модели плиты. Их специализация на шелкографии и цифровой печати по стеклу тоже сыграла роль — для многих современных панелей нужна не просто черная матовая поверхность, а точное нанесение разметки и логотипов, которое не потускнеет и не потрескается от нагрева.
Из конкретного: мы заказывали у них партию панелей для встраиваемых индукционных плит средней мощности. Стекло было толщиной 4 мм, с шелкографией по периметру и матовым покрытием в рабочей зоне. Особенность была в том, что плита имела зону расширения (?flex zone?), где две катушки могли работать вместе, создавая большую зону нагрева. Требовалось, чтобы стекло выдерживало не точечный, а эллиптический тепловой удар. Они предложили свой вариант профиля закалки с поправкой на эту эллиптическую зону. Результат оказался стабильным — брак по вине стекла в той партии был менее 0,3%.
Конечно, не все идеально. Были и сложности, например, с логистикой и срочными заменами. Однажды пришла партия, где у части панелей шелкография имела едва заметный сдвиг в 0,7 мм. Для обычного пользователя это невидимо, но для нас, так как панель должна была точно совмещаться с сенсорной пленкой, это был брак. Пришлось возвращать. Но важно, что реакция была быстрой — они оперативно переделали заказ, предоставив отчет о причине сбоя на линии печати. Это показатель серьезного подхода.
Выводы и что в итоге важно
Итак, если резюмировать практический опыт. Индукционная панель закаленное стекло — это не просто кусок прочного стекла. Это результат контроля на каждом этапе: от выбора сырья с правильным химическим составом до тонкой настройки процесса закалки под конкретные тепловые нагрузки. Механическая обработка и контроль качества не менее важны, чем собственно закалка.
Работа с проверенными поставщиками, которые понимают физику процесса, а не просто продают квадратные метры стекла, экономит нервы и деньги в долгосрочной перспективе. Как в случае с ZITA Стекло, чей акцент на технологичности и тестировании совпадает с требованиями рынка к надежности. Ключевое — диалог. Когда производитель стекла готов обсуждать не только цену и сроки, но и тепловые карты, режимы закалки и данные по дефектности, шансы получить стабильный продукт для индукционной плиты возрастают в разы.
В конечном счете, все упирается в детали. Можно сделать красиво и дешево, но если не учесть, как поведет себя стекло при пятнистом нагреве в 250 градусов через пять лет ежедневного использования, вся экономия обернется репутационными потерями. Поэтому в этой сфере мелочей не бывает. Каждый микроскопический скол, каждый градус в печи и каждый час термоциклирования на стадии испытаний в итоге складываются в историю либо успешного продукта, либо головной боли для сервисных центров. И выбор здесь, по опыту, очевиден.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель
Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель -
 Индивидуальная цифровая печать на стеклянных панелях Закаленное стекло с индивидуальной печатью в виде животных Стекло для украшения кухонной техники
Индивидуальная цифровая печать на стеклянных панелях Закаленное стекло с индивидуальной печатью в виде животных Стекло для украшения кухонной техники -
 Высококачественное стекло по индивидуальному заказу Толщина 3-12 мм 2 конфорки 3 конфорки 4 конфорки Стекло по индивидуальному заказу для газовой плиты
Высококачественное стекло по индивидуальному заказу Толщина 3-12 мм 2 конфорки 3 конфорки 4 конфорки Стекло по индивидуальному заказу для газовой плиты -
 Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки
Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки -
 Стеклянная дверная панель для холодильника-морозильника УФ-цифровая печать Закаленное стекло Оборудование для охлаждения Холодильник-морозильник Цифровая печать на стекле
Стеклянная дверная панель для холодильника-морозильника УФ-цифровая печать Закаленное стекло Оборудование для охлаждения Холодильник-морозильник Цифровая печать на стекле -
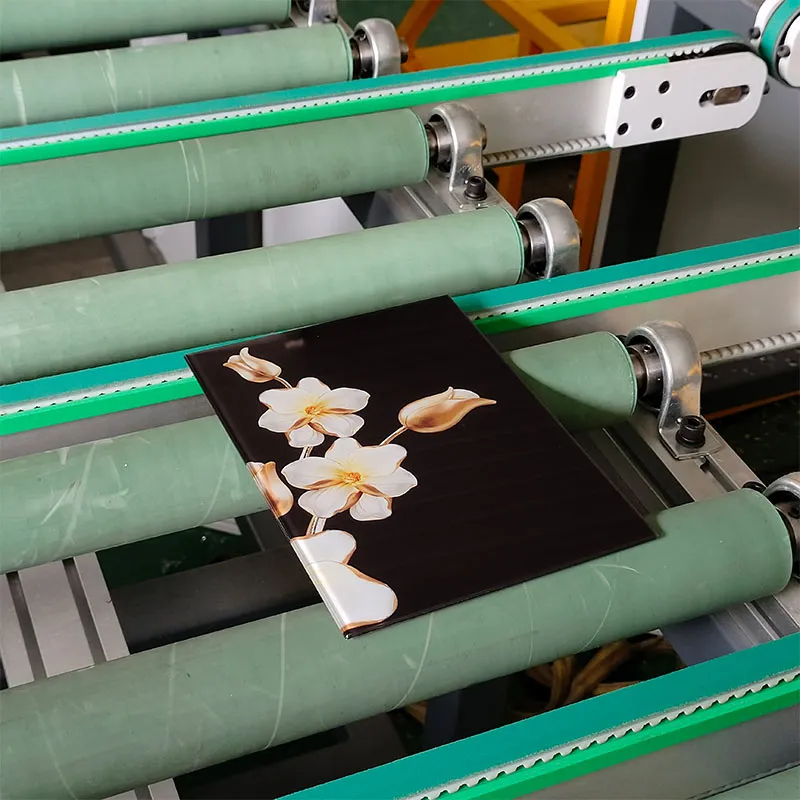 Индивидуальная шелкография Цифровая печать Крышка прибора Закаленное стекло Стеклянный лист с печатью цветов
Индивидуальная шелкография Цифровая печать Крышка прибора Закаленное стекло Стеклянный лист с печатью цветов -
 Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ
Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ -
 Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники
Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники -
 Индивидуальные термостойкие детали для газовой плиты с трафаретной печатью 2 горелки Панель из закаленного стекла Верхний стеклянный лист для газовой плиты
Индивидуальные термостойкие детали для газовой плиты с трафаретной печатью 2 горелки Панель из закаленного стекла Верхний стеклянный лист для газовой плиты -
 Индивидуальная OEM черная шелкография Индукционная плита Окраска стекла Бытовая газовая плита Верхние крышки Закаленная стеклянная панель
Индивидуальная OEM черная шелкография Индукционная плита Окраска стекла Бытовая газовая плита Верхние крышки Закаленная стеклянная панель -
 Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки.
Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки. -
 Оптовая продажа стеклянных аксессуаров для кухонной техники на заказ с покрытием Low E из закаленного стекла для двери микроволновой печи
Оптовая продажа стеклянных аксессуаров для кухонной техники на заказ с покрытием Low E из закаленного стекла для двери микроволновой печи
Связанный поиск
Связанный поиск- перевозка закаленного стекла
- газовая поверхность стеклокерамика или закаленное стекло
- Стекло для дверцы морозильной камеры
- взрывозащищенная коробка со стеклом
- Стекло для дверцы холодильника
- каленое стекло для варочной панели
- кувшин из закаленного стекла
- стол с черным закаленным стеклом
- какое стекло используется для полок в холодильнике
- верхняя стеклянная крышка для газовой плиты