
-


-


-
-


-


WeChat

-
WhatsApp


изогнутое закаленное стекло
Когда говорят об изогнутом закаленном стекле, многие сразу представляют себе плавные фасады или элегантные душевые перегородки. Но в цеху, когда берешь в руки еще горячий после печи лист, понимаешь, что главное здесь — не красота кривой, а физика напряжения внутри. Частая ошибка заказчиков — думать, что можно загнуть стекло под любой причудливый угол, как пластик. А потом удивляются, почему на радиусе 150 мм стекло просто не хочет ?ложиться? без внутренних дефектов. Сам через это проходил, пытаясь угодить дизайнеру, который принес эскиз с радиусом изгиба меньше 100 мм для 8-миллиметрового стекла. В теории печь позволяет, а на практике — либо волны по поверхности, либо опасное напряжение у кромки. Пришлось объяснять, что минимальный радиус всегда привязан к толщине, и для 8 мм это, грубо говоря, от 200 мм, если хочешь получить стабильный продукт, а не брак.
Технологическая кухня: не только печь
Основной фокус всегда на печи для гибки и закалки. Но если честно, успех на 50% определяется подготовкой. Раскрой, обработка кромки до гибки — это святое. Однажды на проекте для торгового центра получили партию стекла с микроскопическими сколами на торцах, которые не увидели на контрольном осмотре. После закалки в зоне этих сколов пошли трещины — не сквозные, но видимые на просвет. Весь тираж в брак. Теперь у нас в ООО Фошань Шуньдэ Чжитай Стекло (сайт компании — https://www.zitaglass.ru) стоит правило: кромку под изогнутое стекло шлифуем полированной, даже если заказчик в спецификации указал просто ?обработанную?. Дороже, дольше, но спокойнее. Кстати, на их ресурсе можно найти неплохие технические памятки по минимальным радиусам, правда, в жизни эти цифры часто нужно корректировать под конкретную печь и даже под партию стекла-сырца.
Печь, конечно, сердце процесса. Современные модели с точным цифровым управлением нагревом и охлаждением — это уже стандарт. Но вот что редко обсуждают в открытую, так это зависимость результата от равномерности нагрева в самой камере. У нас старая печь, которую модернизировали, иногда дает едва заметный перегрев в одной зоне. Визуально на готовом закаленном стекле это не видно, но при контроле полярископом видишь асимметричную картину напряжений. Для большинства фасадных работ это некритично, но для конструкций с высокими нагрузками, типа ветровых стекол для панорамных конструкций, уже риск. Поэтому для ответственных заказов мы всегда делаем пробный образец и смотрим его на полярископе, даже если заказчик этого не требует. Просто чтобы спать спокойно.
Охлаждение (закалка) — это где рождается прочность. Резкий обдув воздухом создает поверхностное сжатие. Но с изогнутыми изделиями есть нюанс: если охлаждать с той же интенсивностью, что и плоское стекло, можно ?заморозить? внутренние напряжения неравномерно из-за разной толщины материала в разных точках изгиба. Особенно это касается сложных гнутых изделий, где есть и положительные, и отрицательные кривизны. Приходится настраивать режимы обдува для каждой новой формы, иногда методом проб и ошибок. Была история с большими душевыми поддонами из изогнутого закаленного стекла, где в зоне перехода от дна к бортику постоянно появлялись сколы. Оказалось, проблема именно в слишком агрессивном охлаждении этой зоны. Снизили давление воздуха в конкретных соплах — проблема ушла.
Материал: от него зависит всё
Качество исходного стекла — это база. Работаем в основном с флоат-стеклом от проверенных поставщиков. Но даже у них бывают отклонения в химическом составе или толщине по листу. Для плоского закаливания это часто несущественно, а для гибки — критично. Неоднородность состава может привести к тому, что стекло в печи будет прогреваться и изгибаться с разной скоростью на разных участках. Результат — волны, ?пузо?. Один раз получили партию, где в сертификате было все идеально, а на деле в центре листа была зона с чуть другим коэффициентом расширения. При гибке она ?отстала? и создала внутренний дефект, который проявился уже после закалки в виде локального помутнения. Теперь для ответственных проектов закупаем стекло с запасом и всегда гнем сначала тестовый лист из новой партии.
Толщина — отдельная тема. Казалось бы, что тут сложного? Но для изогнутого стекла даже стандартное отклонение в ±0.2 мм может сыграть роль. В форме, где лист плотно прилегает к оправе, более толстый участок создаст избыточное напряжение. Особенно это важно для триплекса, где гнут два или более листов одновременно. Если их толщина неидентична, после автоклава может проявиться расслоение или пузырь. Мы для таких задач держим отдельный складской запас стекла, откалиброванного по толщине с высочайшей точностью. Это, конечно, удорожание, но для компании ZITA Стекло, которая позиционирует себя как профессиональный производитель, качество — это не просто слово в описании на сайте, а именно такие вот детали.
Еще момент — это покрытия. Все чаще заказывают гнутье стекла с низкоэмиссионным или солнцезащитным покрытием (Hard Coating). Его нужно гнуть покрытием наружу, иначе оно может потускнеть или повредиться от прямого контакта с формой. Но и здесь подвох: некоторые типы покрытий меняют свои теплопоглощающие свойства. Стекло с таким слоем может прогреваться в печи иначе, чем чистое. Приходится эмпирически подбирать температуру и время выдержки, иначе изгиб будет неравномерным. Опыт, накопленный нами за годы, позволяет минимизировать такие риски, но абсолютной гарантии никто не даст — всегда делаем пробник.
Практика и провалы: чему учат ошибки
Хочется рассказать про один провальный, но очень поучительный заказ. Был проект — изогнутая стеклянная лестница. Дизайн — сложная пространственная спираль, каждый ступень — отдельный гнутый элемент с креплением в одной точке. Рассчитали все по нормативам, сделали закаленное стекло повышенной прочности, провели испытания образцов — все отлично. Но смонтировали — и на третьей ступени при динамической нагрузке (человек прыгнул) пошла трещина от точки крепления. Разбирались долго. Оказалось, проблема не в стекле и не в закалке, а в самом способе гибки. Для такой конструкции критична была не просто прочность, а определенный характер распределения напряжений. Мы гнули стекло по стандартной форме, а нужно было делать это на оправе, которая точно повторяла бы конечную геометрию крепления, чтобы зона сверления оказалась в ?спокойной? зоне напряженного каркаса. Переделали всю партию с новой, индивидуальной формой — проблема исчезла. Этот урок стоил нам денег, но теперь для любых нестандартных конструктивных элементов мы сначала моделируем напряженное состояние.
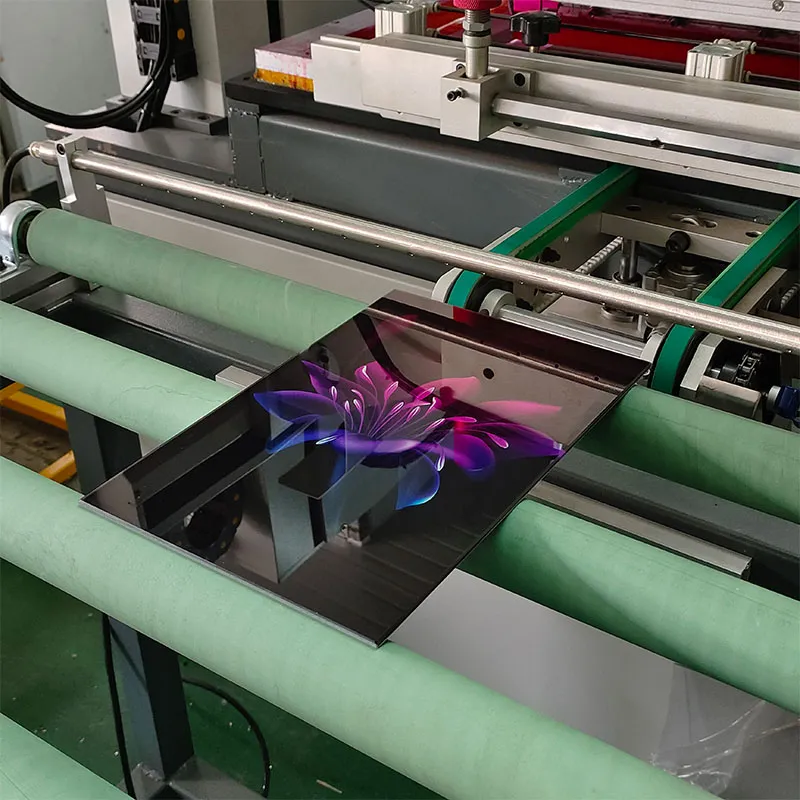
Еще из частых проблем — совмещение гибки с другими видами обработки. Например, изогнутое стекло с шелкографией или цифровой печатью. Печать наносится ДО гибки. И если краска не обладает достаточной эластичностью и термостойкостью, в печи она потрескается или отслоится. Перепробовали кучу материалов, пока не нашли несколько надежных поставок эмалей для обжига. Теперь это наша сильная сторона, мы даже консультируем по этому поводу. То же самое с моллированием (глубоким изгибом) уже закаленного стекла — в принципе невозможно без разрушения. Многие клиенты этого не знают и просят ?немного подогнуть? уже готовый закаленный элемент. Приходится терпеливо объяснять физику процесса.
Логистика и монтаж — завершающий, но не менее ответственный этап. Идеально изготовленное гнутое стекло можно расколоть одним неловким движением при установке. Оно прочное на равномерную нагрузку, но уязвимо к точечным ударам по торцу. Мы всегда настаиваем на том, чтобы наш технадзор присутствовал при сложном монтаже или хотя бы давал подробные инструкции. Упаковка — отдельная наука. Каждое изделие должно быть жестко зафиксировано в контейнере, чтобы исключить вибрацию и точечный контакт в пути. Один раз сэкономили на упаковке для небольшой партии — получили несколько изделий с сколами по кромке от трения друг о друга. С тех пор не экономим.
Взгляд в будущее и текущие тренды
Сейчас все больше запросов на сложное остекление, где изогнутые элементы сочетаются с плоскими, да еще и с подогревом или smart-покрытиями. Это новый вызов. Например, гнутье стекла с интегрированными токопроводящими нитями для обогрева. Нить должна быть уложена с учетом радиуса, чтобы не порваться и не создать локальный перегрев. Пока что это штучная, почти ювелирная работа. Но спрос растет, значит, придется развивать компетенции. На нашем производстве в ZITA Стекло уже пробуем делать такие опытные образцы, процесс отлаживаем.
Еще один тренд — запрос на очень большие радиусы изгиба, почти плоские, но все же кривые панели для фасадов. Это, наоборот, сложно не из-за крутизны изгиба, а из-за его малой величины. Контролировать равномерность такого почти незаметного изгиба по всей площади листа в 3-4 квадратных метра — та еще задача. Малейший перекос в форме — и вместо плавной волны получишь едва заметную, но недопустимую по ГОСТу ?лодочку?. Тут помогает только высокоточное станочное оборудование для изготовления форм и лазерный контроль геометрии после печи.
В целом, рынок изогнутого закаленного стекла движется в сторону большей сложности и индивидуальности. Уже мало просто согнуть лист. Нужно интегрировать его с другими материалами, наносить сложную графику, обеспечивать дополнительные функции. Для производителя это значит, что нужно быть не просто исполнителем, а инженерно-технологическим партнером для заказчика. Именно к этому мы и стремимся, нарабатывая опыт, иногда дорогой, на своих ошибках и успехах. Главное — не бояться сложных задач, но и не давать необоснованных гарантий. Честность в оценке возможностей технологии — это тоже часть профессионализма.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек -
 Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG
Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG -
 Фабричная цена на заказ 4 мм термостойкое стекло для духовки с шелкографией, закаленное стекло для микроволновой печи
Фабричная цена на заказ 4 мм термостойкое стекло для духовки с шелкографией, закаленное стекло для микроволновой печи -
 Рекламное OEM-предложение: Стеклянные панели для холодильников с цветочной УФ-печатью по низкой цене.
Рекламное OEM-предложение: Стеклянные панели для холодильников с цветочной УФ-печатью по низкой цене. -
 Изготовленная на заводе стеклянная полка для холодильника из сверхпрозрачного закаленного стекла для холодильника с морозильной камерой
Изготовленная на заводе стеклянная полка для холодильника из сверхпрозрачного закаленного стекла для холодильника с морозильной камерой -
 Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ
Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ -
 Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника
Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника -
 Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник
Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника
Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника -
 Китайский поставщик стекла Индивидуальный размер и цвет Панель из закаленного стекла для вытяжки с сенсорным управлением для кухонной вытяжки
Китайский поставщик стекла Индивидуальный размер и цвет Панель из закаленного стекла для вытяжки с сенсорным управлением для кухонной вытяжки -
 УФ-цифровая печать на стеклянной панели двери холодильника Высококачественный лист из закаленного стекла Стекло для холодильника с индивидуальной толщиной
УФ-цифровая печать на стеклянной панели двери холодильника Высококачественный лист из закаленного стекла Стекло для холодильника с индивидуальной толщиной
Связанный поиск
Связанный поиск- Стеклянная панель для плиты
- гнутое стекло на камин
- стекло для защиты плиты
- закаленное стекло цветное на заказ
- полотенцесушитель из закаленного стекла
- Стекло для встраиваемой варочной панели
- лучшие газовые панели из закаленного стекла
- наборы из жаропрочного стекла
- наружное стекло для духовки газовой плиты
- жидкое стекло для индукционной плиты