
-


-


-
-


-


WeChat

-
WhatsApp


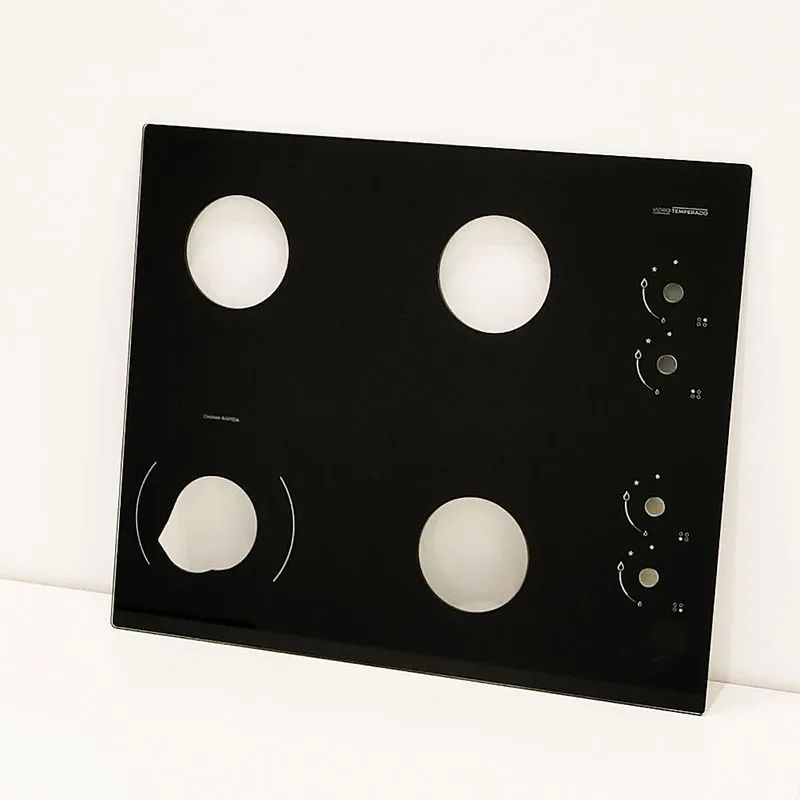
изготовление стекла для варочной панели
Когда говорят об изготовлении стекла для варочной панели, многие сразу представляют простое закаливание листа. На деле, это целая цепочка технологических нюансов, где малейший промах на этапе подготовки поверхности или температурного режима ведет к браку. Самый частый миф — что достаточно взять любое силикатное стекло и закалить. Но если не учесть специфику состава, устойчивость к точечным термоударам и химическую инертность к чистящим средствам, панель может треснуть при первом же использовании или покрыться матовыми пятнами.
Ключевые этапы производства: не только закалка
Начинается все с выбора сырья. Для варочных поверхностей используется не обычное, а специальное боросиликатное или алюмосиликатное стекло с низким коэффициентом теплового расширения. Мы, например, на производстве ООО Фошань Шуньдэ Чжитай Стекло, работаем с несколькими проверенными поставщиками сырья, потому что однородность массы критична. Если в стекломассе есть пузырьки или свили, при закалке они станут центрами напряжения.
Перед закалкой идет подготовка поверхности — кромление и шлифовка. Кромка должна быть не просто обработана, а иметь определенный радиус скругления. Острая кромка — это концентратор напряжения. Были случаи, когда партия ушла в брак из-за того, что шлифовальный круг сточился на пару миллиметров, и оператор вовремя не заметил. Приходилось переделывать весь заказ, а это и время, и деньги.
Собственно, изготовление стекла для варочной панели немыслимо без правильно настроенной печи закалки. Температура нагрева — около 700 градусов — и скорость обдува должны быть рассчитаны под конкретную толщину и размер листа. Если обдув неравномерный, внутренние напряжения распределятся неправильно, и стекло может самопроизвольно лопнуть уже на складе. Проверяем это полярископом — смотрим картину напряжений. Идеальная картинка бывает редко, главное — чтобы не было резких градиентов.
Декоративная обработка: шелкография и покрытия
Большинство панелей имеют контурную разметку, зоны нагрева, логотипы. Это наносится методом шелкографии специальными керамическими красками. Тут своя головная боль — адгезия. Краска должна спекаться со стеклом в процессе закалки, становясь частью поверхности. Если температура в печи ?плывет? или краска не той серии, после сотен циклов нагрева-остывания рисунок может начать шелушиться. Мы тестируем адгезию по госту, царапая сеткой и отрывая скотч.
Для панелей с сенсорным управлением или индикацией наносится функциональное покрытие — часто это прозрачные проводящие слои оксида индия-олова. Напыление в вакуумной камере. Проблема — добиться равномерного слоя на больших листах и сохранить его стойкость при закалке. Один раз при смене мишени в установке не откалибровали плотность потока, и сопротивление слоя на разных краях листа отличалось на 15%. Пришлось отдать партию на переплавку.
Иногда клиенты просят декоративную цифровую печать под камень или дерево. Технология интересная, но для варочных поверхностей подходит не всякая краска — нужна термостойкость выше обычного. Мы сотрудничаем с химиками, которые подбирают составы. Важно помнить, что такой декор снижает общую механическую прочность конструкции, это всегда указываем в техдокументации.
Контроль качества: что часто упускают
Механические испытания — обязательный этап. Падение стального шара с метровой высоты, циклический нагрев до 300 градусов с резким охлаждением холодной водой. Но есть и менее очевидные тесты. Например, проверка на устойчивость к бытовой химии. Наносим раствор лимонной кислоты, уксуса, чистящего средства для стеклокерамики, выдерживаем час, потом смотрим, не появились ли матовые разводы. Бывало, что образцы от нового поставщика химии для мойки проходили все стандартные тесты, но ?плыли? от конкретного средства с абразивом.
Еще один критичный параметр — плоскостность. Казалось бы, стекло же лежит на столе ровно. Но при нагреве в духовке или на конфорке микроскопический прогиб может привести к неравномерному нагреву и трещине. Проверяем лазерным сканером. Допуск — доли миллиметра на метр длины. Особенно сложно с большими форматами, например, для островных кухонь. Тут и логистика становится частью контроля — перевозка в специальных контейнерах, чтобы не ?повело?.
Упаковка — это последний этап производства, но не по важности. Каждую панель мы отделяем силиконизированной бумагой, углы защищаем картонными накладками. Раньше пробовали использовать обычный картон — в итоге на нескольких панелях появились микроцарапины от трения в пути. Теперь только материалы с определенным коэффициентом трения идут в ход. Подробнее о нашем подходе к качеству можно посмотреть на сайте https://www.zitaglass.ru — там, среди прочего, описаны и стандарты испытаний.
Сложные случаи и нестандартные заказы
Иногда приходят запросы на панели нестандартной формы — скругленные углы, вырезы под вентиляцию, овальные вставки. Основная сложность — после вырезания и обработки кромки закалка должна компенсировать все новые концентраторы напряжения. Для таких задач мы делаем предварительное компьютерное моделирование распределения напряжений, а потом изготавливаем пробный образец и разбиваем его в контролируемых условиях, чтобы увидеть, откуда пошла трещина. Это дорого и долго, но по-другому нельзя.
Был заказ на панели для ресторана с логотипом, вписанным в зону нагрева. Клиент хотел, чтобы логотип не тускнел со временем. Пришлось комбинировать два вида керамической краски с разными коэффициентами расширения и проводить десяток пробных закалок, чтобы подобрать режим, при котором оба слоя спекаются равномерно. В итоге сделали, но технологическая карта на эту работу разрослась до десяти страниц.
Еще один момент — совместимость с индукционными катушками. Стекло само по себе для индукции прозрачно, но если в составе есть определенные оксиды металлов, оно может слегка нагреваться. Это не критично, но КПД варочной поверхности падает. Поэтому для индукционных моделей мы используем сырье с особым паспортом химического состава. Всегда запрашиваем у клиента техническое задание, чтобы понять, под какую технологию нагрева делается панель.
Экономика процесса и будущее направления
Себестоимость изготовления стекла для варочной панели сильно зависит не столько от сырья, сколько от процента брака. Настроенная линия с опытными операторами выдает стабильный качественный продукт. Но стоит запустить новый формат или дизайн — первые партии всегда идут с повышенным процентом отсева. Мы это закладываем в расчеты. Иногда выгоднее сделать пробную партию в 50 штук, чтобы ?настроить? процесс, чем сразу браться за тысячу и потом половину пустить в бой.
Сейчас тренд — более тонкие, но прочные панели. Это требует прецизионного контроля температуры при закалке. Также растет спрос на матовые и текстурные поверхности, которые меньше пачкаются. Технологически это либо обработка кислотой, либо нанесение специального матирующего слоя с последующей закалкой. У нас на производстве, в ZITA Стекло, уже есть опытные образцы таких текстур — они действительно хорошо себя показывают в плане устойчивости к отпечаткам.
В итоге, изготовление такой, казалось бы, простой вещи, как стеклянная крышка для варочной поверхности, оказывается комплексной инженерной задачей. Это всегда баланс между эстетикой, функциональностью, прочностью и стоимостью. Главное — не гнаться за удешевлением в ущерб ключевым этапам, вроде контроля качества сырья и режима закалки. И всегда, абсолютно всегда, тестировать готовый продукт в условиях, максимально приближенных к реальным, а не просто по формальному чек-листу. Именно так мы и работаем, стремясь чтобы каждая панель, выходящая с нашего производства, отрабатывала свой срок службы без нареканий.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Заводская индивидуальная матовая матовая белая стеклянная панель для бытовой техники Специальная обработка стеклянной поверхности AG Стеклянная панель
Заводская индивидуальная матовая матовая белая стеклянная панель для бытовой техники Специальная обработка стеклянной поверхности AG Стеклянная панель -
 Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки.
Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки. -
 Оптовая продажа индивидуальных панелей управления для газовых плит, листов из гранул, тонированного газа для газовых плит, закаленного стекла для поверхности плит
Оптовая продажа индивидуальных панелей управления для газовых плит, листов из гранул, тонированного газа для газовых плит, закаленного стекла для поверхности плит -
 Стеклянная дверца холодильника с цифровой печатью по цене производителя
Стеклянная дверца холодильника с цифровой печатью по цене производителя -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Оптовая продажа ODM Паттерн Сплашбэк Закаленное стекло Лист Противоразбрызгивающее стекло Защита стен кухни Шелкография Стекло
Оптовая продажа ODM Паттерн Сплашбэк Закаленное стекло Лист Противоразбрызгивающее стекло Защита стен кухни Шелкография Стекло -
 Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды
Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды -
 Индивидуальная OEM черная шелкография Индукционная плита Окраска стекла Бытовая газовая плита Верхние крышки Закаленная стеклянная панель
Индивидуальная OEM черная шелкография Индукционная плита Окраска стекла Бытовая газовая плита Верхние крышки Закаленная стеклянная панель -
 Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели
Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели -
 Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей
Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей -
 Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель
Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель -
 Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника
Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника
Связанный поиск
Связанный поиск- управление сенсорной панелью духовки
- закаленное стекло окрашенное
- Закаленное стекло для бытовой техники
- закаленное зеркальное стекло
- жаропрочное стекло для плиты
- Матовое стекло для бытовой техники
- керамическое стекло для плиты веко
- экран над плитой для кухни защитный стекло
- стеклянные двери закаленное стекло
- панель электрическая закаленное стекло