
-


-


-
-


-


WeChat

-
WhatsApp


изготовить гнутое стекло
Когда слышишь ?изготовить гнутое стекло?, многие представляют себе просто разогретую до пластичности стеклянную заготовку, которую гнут по форме. На деле же это почти алхимия, где температура, время охлаждения и даже состав воздуха в печи играют решающую роль. Часто заказчики думают, что это быстро и дёшево, а потом удивляются, почему мы отказываемся гнуть уже закалённое стекло или почему подоконник кривой вышел. Расскажу, как оно бывает на практике.
С чего начинается кривая: подготовка и основные ошибки
Всё начинается с чертежа. Не с эскиза, а именно с инженерного чертежа, где указан не только радиус, но и допуски, ориентация стекла относительно направления вытяжки при производстве. Если гнуть против направления вытяжки — риск появления внутренних напряжений и даже трещин на этапе отжига резко возрастает. Мы в ZITA Стекло на этом этапе всегда запрашиваем у клиента максимум данных: где будет стоять изделие, будет ли оно нагружено, какая нужна конечная прочность. Без этого можно сделать красиво, но недолговечно.
Одна из самых частых ошибок новичков в цеху — попытка сэкономить на оснастке, на форме. Делают форму из неподходящего материала, который при нагреве даёт усадку или, что хуже, выделяет газы. Стекло тогда может получить ?отпечаток? текстуры формы или внутренние пузырьки. У нас был случай, когда для небольшой партии гнутых витрин заказчик настоял на использовании старой стальной оснастки, которую не подготовили как следует. В итоге на поверхности стекла проступили матовые пятна — реакция на микроокалину. Пришлось всё переделывать, но уже на правильно подготовленном шаблоне.
И да, сразу про закалённое стекло. Его гнуть нельзя. Это железное правило. Если видите где-то предложение изготовить гнутое стекло из уже закалённой заготовки — бегите оттуда. Закалка — это фиксация внутренних напряжений. Попытка его повторно нагреть до температуры гибки приведёт к разрушению. Сначала гнём, потом закаливаем. Именно такую последовательность мы всегда соблюдаем на производстве ООО Фошань Шуньдэ Чжитай Стекло для изделий, требующих повышенной прочности.
Печь: сердце процесса, где всё решают детали
Сама печь для гибки — это не просто духовой шкаф. Температура должна подниматься равномерно, а зоны нагрева — контролироваться с точностью до градуса. Для разных толщин и размеров стекла — свои программы. Скажем, для гибки толстого стекла под радиус малой кривизны нагрев должен быть медленнее, иначе внешняя поверхность уже начнёт плавиться, а внутренние слои ещё не прогрелись — будет трещина.
Важный момент, о котором редко пишут в учебниках, — это атмосфера в печи. Если есть перепад температур или сквозняк от неплотно закрытой дверцы, стекло может получить так называемые ?тепловые удары? — микротрещины, которые проявятся позже. Мы на своём производстве перед запуском ответственной партии всегда делаем тестовый образец, особенно если в заказе комбинированные технологии, например, изготовить гнутое стекло с уже нанесённой шелкографией. Краска должна быть термостойкой, и её поведение при гибке нужно проверить.
А ещё есть нюанс с охлаждением — отжигом. После того как стекло приняло форму, его нельзя резко охлаждать. Оно должно остывать по строгой кривой, снимая внутренние напряжения. Если поторопиться — изделие будет хрупким, может лопнуть даже при монтаже. Бывало, гнали сроки, сократили цикл отжига на 10% — и вся партия позже пошла в брак при установке. Пришлось объяснять заказчику и делать всё заново. Теперь не рискуем.
Когда всё идёт не по плану: практические кейсы и решения
В реальности идеальных заказов не бывает. Один из запомнившихся проектов — гнутый стеклянный козырёк для входа. Радиус был сложный, переменный, да ещё и с требованием сделать его зеркальным с внутренней стороны. Сложность в том, что зеркальное покрытие наносится на плоскую заготовку, а потом она гнётся. Покрытие должно быть достаточно эластичным, чтобы не потрескаться. Перепробовали несколько типов покрытия, пока не подобрали оптимальное. Сайт нашего производства https://www.zitaglass.ru часто становится итогом таких поисков — там потом появляется информация о новых возможностях, например, о гибке стекла с покрытием.
Другой случай — цифровая печать на гнутом стекле. Казалось бы, что сложного: напечатали рисунок, потом гнём. Но краски для УФ-печати ведут себя при высоких температурах непредсказуемо, могут выгорать или пузыриться. Пришлось разрабатывать промежуточный защитный слой, который сгорал в печи без остатка, но сохранял рисунок. Это ноу-хау, которое теперь применяем для декоративных перегородок и мебельных фасадов.
Или вот банальная, но частая проблема: доставка. Гнутое стекло — штука капризная в транспортировке. Его нельзя просто поставить вертикально, как плоское. Нужны специальные кассеты, повторяющие радиус. Мы как-то отгрузили партию без индивидуальных прокладок между листами — в пути от вибрации поверхности поцарапались. Урок усвоен: теперь упаковываем так, чтобы каждый лист был жёстко зафиксирован в своей ячейке.
Специализация и комбинация технологий
Наше предприятие, ZITA Стекло, изначально выросло из специализации на закалке и шелкографии. Поэтому когда мы стали предлагать услугу гибки, логичным было комбинировать её с другими процессами. Например, очень востребовано изготовить гнутое стекло с матированием или логотипом компании, который не стирается. Технологически это выглядит так: сначала на плоское стекло наносится рисунок методом шелкографии специальными жаростойкими красками, затем стекло гнётся, а потом, если нужно, закаливается. Важно, чтобы краска прошла все этапы, не потеряв вид.
Отдельная история — гнутые стеклопакеты. Это высший пилотаж. Здесь нужно не просто согнуть внешнее и внутреннее стекло по одному радиусу. Нужно, чтобы дистанционная рамка тоже была идеально подогнана, а герметик выдержал напряжение. Мы делаем такие, но всегда предупреждаем клиента о значительно более высокой цене и сроке. Это не массовый продукт, а штучная работа, где каждый миллиметр на счету.
Часто спрашивают про минимальный радиус. Универсального ответа нет. Для стекла толщиной 4 мм можно добиться радиуса в 300-400 мм, для 10 мм — уже около 1000 мм. Но это ещё зависит от размера самого листа. Маленькое стекло гнётся на меньший радиус, чем большое при той же толщине. Все эти расчёты мы проводим в своём техотделе перед тем, как дать окончательный ответ заказчику.
Вместо заключения: мысли вслух о будущем гибки
Сейчас в индустрии идёт тренд на сложные, свободные формы в архитектуре. Запросы на панорамное гнутое остекление, на криволинейные фасады растут. Это требует не только более совершенного печного оборудования, но и новых материалов. Например, всё чаще просят гнуть многослойное стекло (триплекс) с плёнкой внутри. Это ещё один уровень сложности, потому что плёнка тоже реагирует на нагрев.
Думаю, будущее за прессованием в формах под вакуумом — это даёт более высокую точность и повторяемость для серийных изделий. Но для штучных, авторских работ ручная гибка на оснастке, где мастер контролирует процесс, ещё долго будет вне конкуренции. Потому что иногда нужно не просто изготовить гнутое стекло по чертежу, а ?почувствовать? материал, чуть замедлить нагрев в одном месте, чтобы компенсировать напряжение. Этому не научишь робота, только опыт.
Так что, если резюмировать, изготовление гнутого стекла — это ремесло на стыке точной науки и чутья. Здесь нельзя слепо следовать инструкции, нужно понимать, что происходит внутри материала. И каждый удачный или неудачный проект — это урок, который добавляет в копилку знаний. Как у нас в ZITA Стекло: каждый сложный заказ, описанный потом в разделе проектов, это шаг вперёд в понимании того, на что вообще способно обычное стекло.
Соответствующая продукция
Соответствующая продукция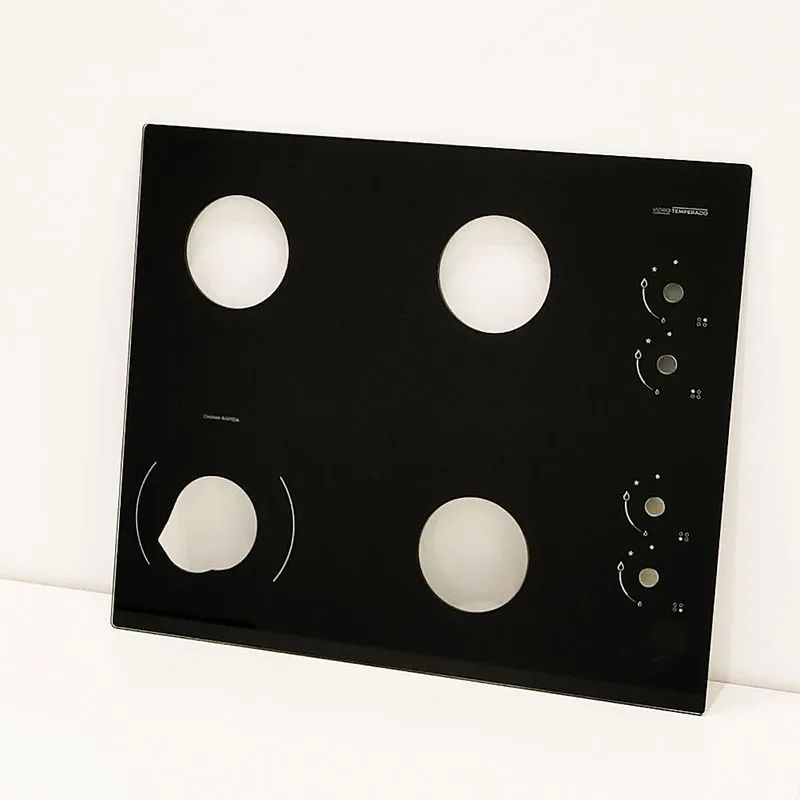





Самые продаваемые продукты
Самые продаваемые продукты-
 Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло
Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло -
 Оптовая продажа индивидуальных панелей управления для газовых плит, листов из гранул, тонированного газа для газовых плит, закаленного стекла для поверхности плит
Оптовая продажа индивидуальных панелей управления для газовых плит, листов из гранул, тонированного газа для газовых плит, закаленного стекла для поверхности плит -
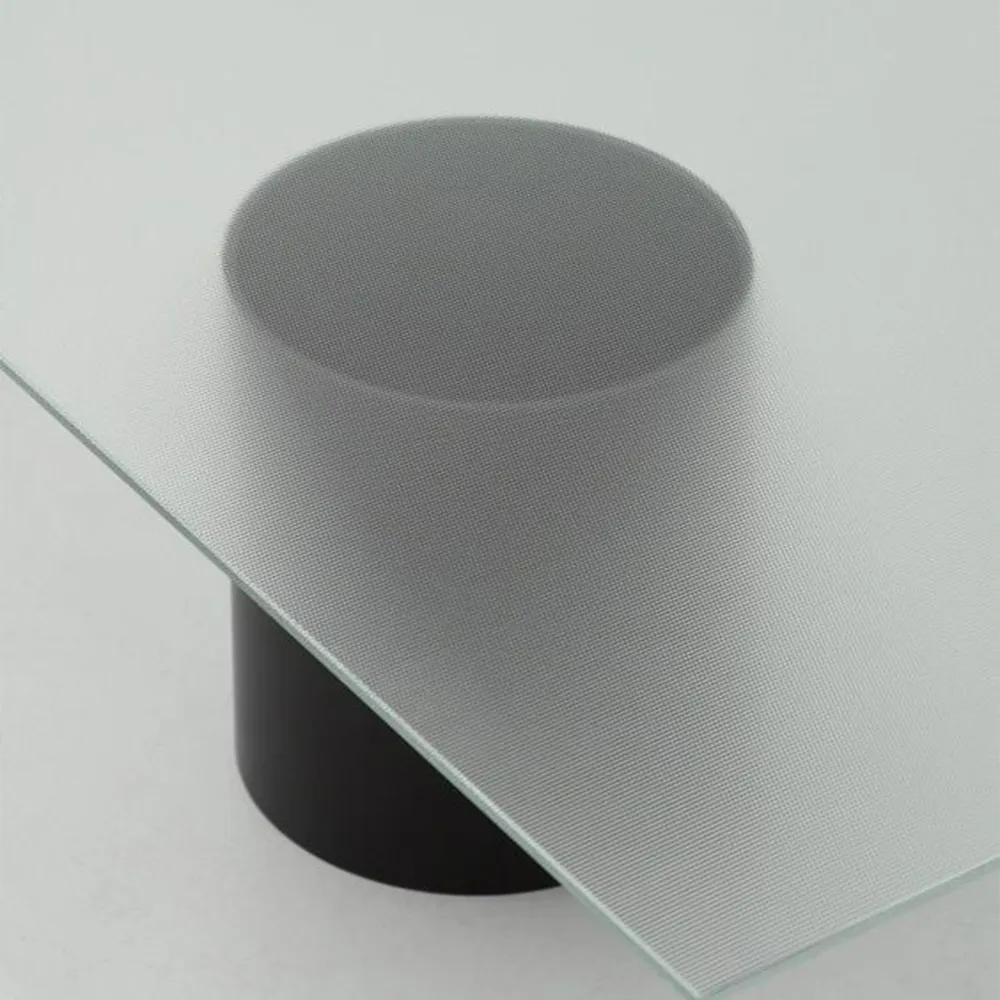 Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG
Оптовая продажа высококачественного матового стекла AG для холодильников, закаленного стекла для холодильников и морозильников, стекла для дверей холодильников AG -
 Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник
Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник -
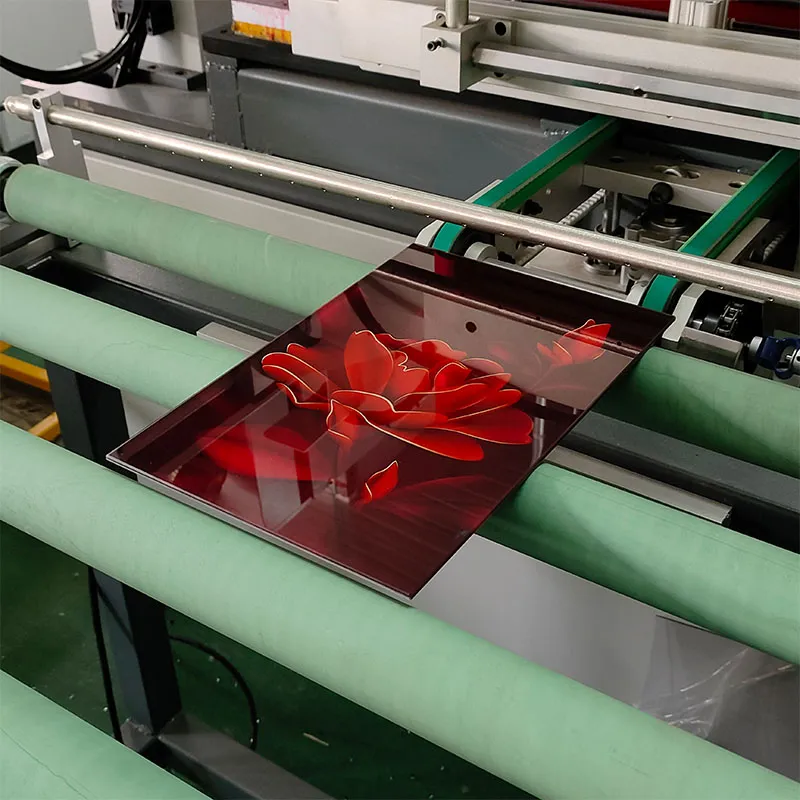
 Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D
Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D -
 Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей
Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей -
 Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды
Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды -
 Производитель стеклянных панелей для кухонной техники. Стеклянные панели с цифровой печатью. Плоские стеклянные панели с УФ-печатью. Закаленные стеклянные листы для холодильников.
Производитель стеклянных панелей для кухонной техники. Стеклянные панели с цифровой печатью. Плоские стеклянные панели с УФ-печатью. Закаленные стеклянные листы для холодильников. -
 Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло
Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло -
 Коммерческий холодильник с верхней стеклянной дверью Индивидуальная панель Прямая продажа с завода Стеклянная панель Индивидуальный дизайн стеклянной двери AG для холодильника с морозильной камерой
Коммерческий холодильник с верхней стеклянной дверью Индивидуальная панель Прямая продажа с завода Стеклянная панель Индивидуальный дизайн стеклянной двери AG для холодильника с морозильной камерой -
 Стеклянная дверная панель для холодильника-морозильника УФ-цифровая печать Закаленное стекло Оборудование для охлаждения Холодильник-морозильник Цифровая печать на стекле
Стеклянная дверная панель для холодильника-морозильника УФ-цифровая печать Закаленное стекло Оборудование для охлаждения Холодильник-морозильник Цифровая печать на стекле -
 Стеклянные панели для бытовой техники Фабрика в провинции Гуандун Профессиональные недорогие сенсорные стеклянные панели Стеклянные панели для вытяжек
Стеклянные панели для бытовой техники Фабрика в провинции Гуандун Профессиональные недорогие сенсорные стеклянные панели Стеклянные панели для вытяжек
Связанный поиск
Связанный поиск- многослойное закаленное стекло
- сенсорная панель управления от яндекс
- огнеупорный стекло для плиты
- газовая панель с сенсорным управлением
- стекло закаленное срочно
- внешние стекла для духовок плит
- рамка из закаленного стекла черный
- Стекло с низким содержанием железа
- стекло для светильника вытяжки
- круглая столешница из закаленного стекла