
-


-


-
-


-


WeChat

-
WhatsApp


закалить стекло печь
Когда слышишь ?закалить стекло печь?, многие представляют себе просто какую-то духовку, куда засунул лист — и готово. На деле, если бы всё было так... давно бы уже все гаражи были забиты калёным стеклом. Главный подвох — сама печь, её поведение, а не просто температура на дисплее.
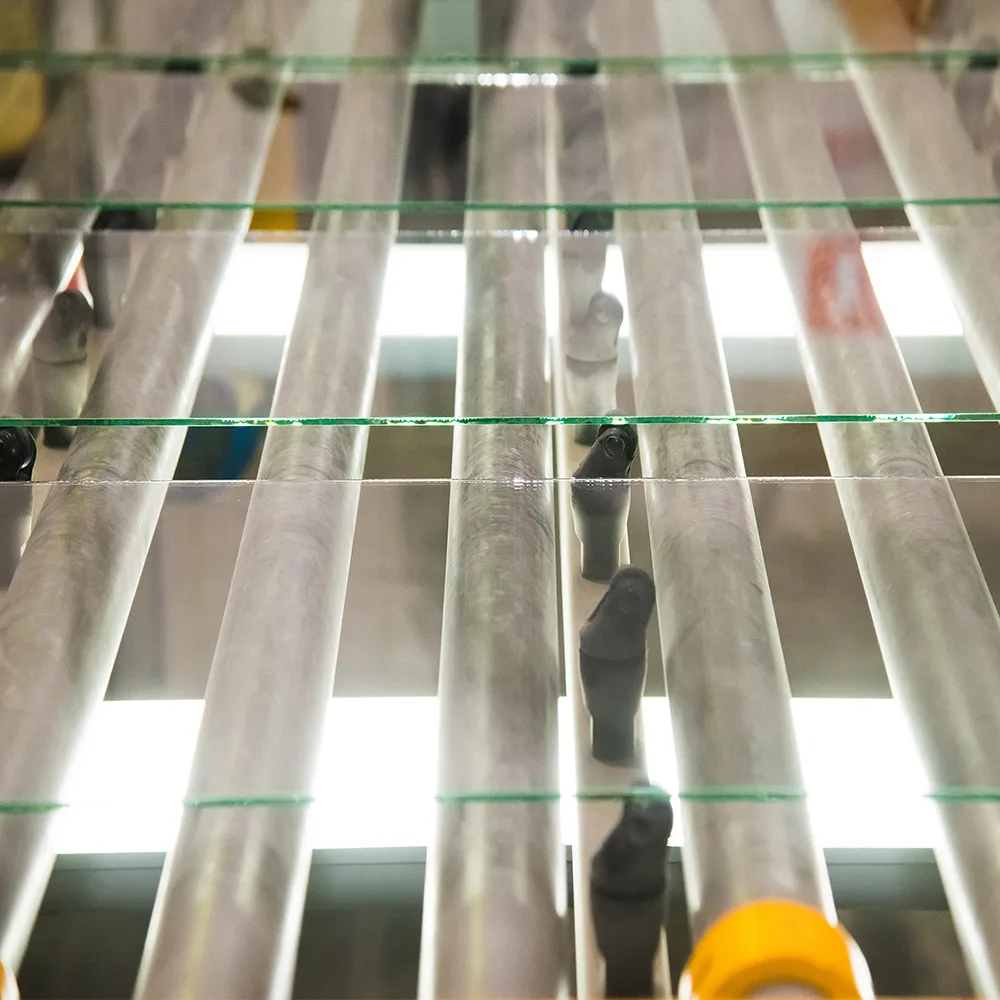
Печь — это не ?нагрел и вынул?. Это зоны и потоки
Вот наша основная рабочая лошадка на производстве — конвейерная печь. Не буду называть бренд, их несколько хороших. Но суть не в марке. Важно, как она ведёт себя в реальности, а не в паспорте. Например, верхние нагреватели часто работают интенсивнее нижних — это из-за конвекции. Если не корректировать, стекло может выйти с волной. И это не дефект стекла, это дефект режима.
Частая ошибка новичков — гнаться за скоростью. Выставил температуру под 700, ускорил конвейер, чтобы быстрее пропустить партию. А потом получаешь стекло, которое при ударе разлетается на некалиброванные осколки или, что хуже, не набирает нужную прочность. Лаборант потом молча приносит результаты испытаний на остаточное напряжение... и всё понятно. Приходится возвращаться к нормальным циклам.
Кстати, о температуре. Цифра на экране — это одно. А реальная температура стекла — другое. Тонкое 4 мм прогреется быстро, а толстое 12 мм — нужно время, чтобы сердцевина набрала тепло. Здесь как раз и нужен опыт, чтобы ?почувствовать? печь. Иногда проще посмотреть на цвет нагревателей, чем на монитор.
Материал на входе — 70% успеха. Или провала
Печь, конечно, сердце процесса. Но если ?кормить? её некондицией, ничего хорошего не выйдет. Мы, в ZITA Стекло, перед загрузкой всегда смотрим на кромку. Мелкие сколы, которые для обычного стекла — ерунда, при закалке могут стать центром разрушения. Напряжения-то огромные.
Был у меня случай — поставили на закалку партию стекла, которое до этого хранилось рядом с открытым окном в цеху. Была весна, перепады. Казалось бы, ерунда. Но в печи несколько листов просто пошли трещинами ещё на нагреве. Почему? Локальные внутренние напряжения от неравномерного охлаждения на складе сложились с термическими. Печь здесь ни при чём. Теперь у нас строгое правило — выдержка материала в цеху перед обработкой минимум сутки.
И да, качественный раскрой и обработка кромок до закалки — это не прихоть. Острая кромка — концентратор напряжения. После печи её уже не обработаешь. Поэтому наш технолог всегда орёт на ребят из раскройного цеха: ?Вам потом с претензиями разбираться!?. Ссылается, кстати, часто на наш сайт ООО Фошань Шуньдэ Чжитай Стекло, где чётко прописаны допуски. Не для галочки, а чтобы меньше брака было.
Охлаждение — где рождается прочность. Или брак
Вот о чём редко говорят в статьях, так это о второй половине слова ?закалить?. Все думают о нагреве. А самое важное происходит на выходе из печи, в зоне обдува. Равномерность обдува — святое. Если сопла где-то забились или настроены неправильно, стекло остынет с разной скоростью. Результат — либо ?арка? (прогиб), либо тот самый опасный ?ангарный? разрыв потом, при монтаже.
У нас стоит система с раздельными зонами регулировки давления воздуха. И её настройка — это почти шаманство. Для матового стекла, которое мы часто делаем с шелкографией, и для прозрачного — настройки разные. Плёнка краски меняет теплоотдачу. Приходится снижать давление в первых рядах сопел, иначе стекло ?щёлкает?. Научились методом проб, сейчас уже почти на автомате.
Контроль здесь — не приборы, а руки. Кладешь ладонь на выходе стекла из зоны обдува — чувствуешь, равномерно ли оно остывает. Приборы потом подтвердят, но первичный сигнал часто так ловишь.
Когда цифра и опыт расходятся
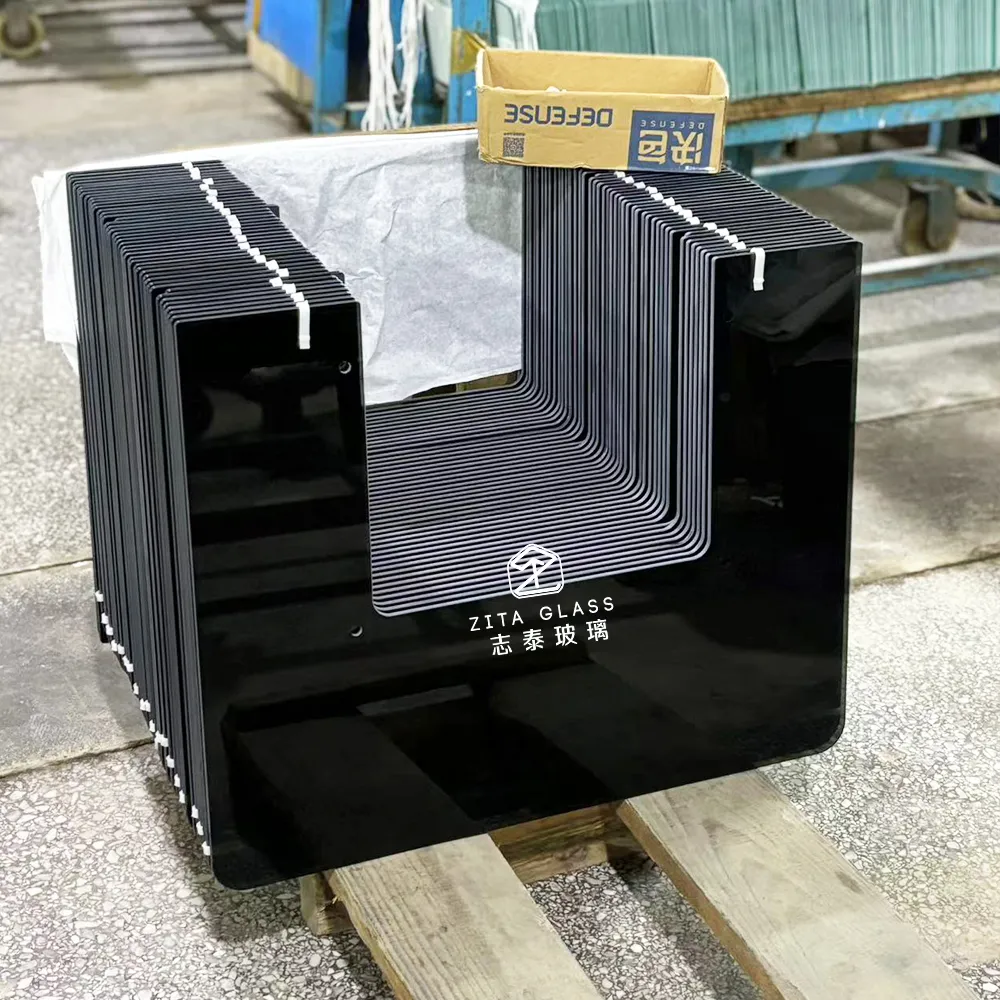
Современные печи с компьютерами — это хорошо. Но слепо доверять программе нельзя. Была история с заказом на закалённые стекла для сантехнических перегородок с цифровой печатью. Принтер нанёс плотный чёрный рисунок по краю. Программа печи стандартная. А в итоге — трещины по границе рисунка. Чёрный цвет интенсивнее поглощал тепло, создавая локальный перегрев.
Пришлось ?обманывать? печь. Выставили более низкую температуру, но увеличили время нагрева, чтобы стекло прогрелось глубже, но без пиковых перегревов тёмных зон. И в зоне обдува тоже сделали поправку. Сработало. Теперь для таких заказов у нас отдельный пресет в памяти, который мы условно называем ?графика?. И это кстати, та самая специализация, которую мы указываем в описании компании — закаленного стекла, шелкографии, цифровой печати. Всё связано, одно цепляет за другое.
Поэтому, когда клиент с сайта zitaglass.ru спрашивает, можем ли мы закалить стекло со сложным рисунком, я уже не смотрю в паспорт печи. Я спрашиваю: ?Пришлите макет, посмотрим на распределение цветов?. Потому что печь — инструмент, а результат зависит от того, кто и как им управляет.
Итоги, которые не подведешь чертой
Так что же такое закалить стекло печь? Это не действие, это процесс, где сотня переменных. От сквозняка в цеху до влажности воздуха (влияет на охлаждение, между прочим). Идеальной, универсальной печи нет. Есть хорошо изученная.
Наше преимущество как профессиональный производитель стекла — не в том, что у нас новейшие печи (хотя они современные). А в том, что мы за годы набили шишек, собрали базу пресетов под разные задачи, и знаем, как поведёт себя материал в нестандартной ситуации. Потому что стекло — живое, в каком-то смысле. И печь нужно чувствовать.
Поэтому в следующий раз, думая о закалке, смотрите не только на технические характеристики печи. Спросите, а сколько разных видов продукции через неё пропустили? С какими сложностями сталкивались? Ответы на эти вопросы скажут о реальном опыте больше, чем любые цифры в рекламном буклете. Мы в ZITA через это прошли, и продолжаем учиться каждый день. Без этого в нашем деле — никуда.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Оптовая продажа ODM Паттерн Сплашбэк Закаленное стекло Лист Противоразбрызгивающее стекло Защита стен кухни Шелкография Стекло
Оптовая продажа ODM Паттерн Сплашбэк Закаленное стекло Лист Противоразбрызгивающее стекло Защита стен кухни Шелкография Стекло -
 Индивидуальные термостойкие детали для газовой плиты с трафаретной печатью 2 горелки Панель из закаленного стекла Верхний стеклянный лист для газовой плиты
Индивидуальные термостойкие детали для газовой плиты с трафаретной печатью 2 горелки Панель из закаленного стекла Верхний стеклянный лист для газовой плиты -
 Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника
Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника -
 Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло
Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло -
 Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло
Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло -
 Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки
Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки -
 Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель
Производитель стекла Черное закаленное стекло для газовой плиты Горячая продажа Индивидуальная толщина Газовая плита Крышка Верхняя стеклянная панель -
 Заводская микроволновая печь с дисплеем, закаленная стеклянная панель, термостойкое закаленное защитное стекло для микроволновой печи
Заводская микроволновая печь с дисплеем, закаленная стеклянная панель, термостойкое закаленное защитное стекло для микроволновой печи -
 Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник
Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник -
 Декоративное стекло с цифровой печатью для кухонных фартуков Высококачественное термостойкое стекло для фартуков
Декоративное стекло с цифровой печатью для кухонных фартуков Высококачественное термостойкое стекло для фартуков -
 Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн
Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн -
 Высококачественная газовая варочная панель с закаленным стеклом Электрическая встроенная газовая плита с закаленным стеклом
Высококачественная газовая варочная панель с закаленным стеклом Электрическая встроенная газовая плита с закаленным стеклом
Связанный поиск
Связанный поиск- встраиваемая газовая варочная панель закаленное стекло
- вырезать жаропрочное стекло для электропечи
- стекло для варочная панель электрическая
- стекло жаропрочное горения
- термостойкость закаленного стекла
- защитное закаленное стекло для кухонный
- стекло для защиты плиты
- стекло для индукционной плиты куболитр
- печать на закаленном стекле
- оргстекло закаленное стекло