
-


-


-
-


-


WeChat

-
WhatsApp


закаленное стекло с полированной кромкой
Когда говорят про закаленное стекло с полированной кромкой, многие сразу представляют идеальный глянцевый скос, почти зеркальный. Но на практике, если кромка отполирована до такого состояния, это часто сигнализирует о проблеме. Слишком агрессивная полировка на финальном этапе может маскировать первоначальные дефекты кромки — мелкие сколы или волну, которые были после черновой обработки. Я видел, как на одном проекте для мебельной фабрики пришли партии стекла от нового поставщика — кромка блестела, как лед, но под определенным углом света были видны эти самые микронеровности. В эксплуатации ничего страшного, но для премиального сегмента такой подход недопустим. Вот тут и начинается настоящая работа.
От сырья до кромки: где теряется контроль
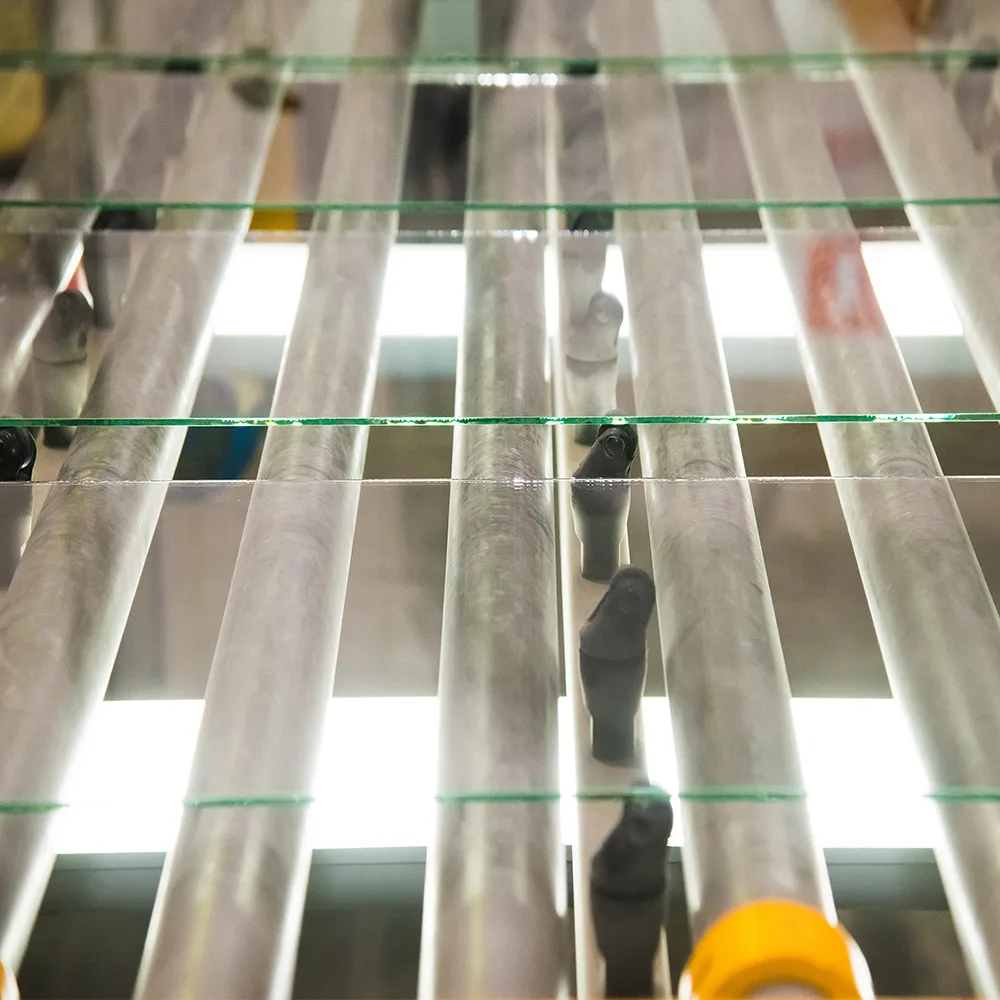
Все начинается с качества самого стекла-сырца. Если на листе есть внутренние дефекты — пузыри, свиль, — то при закалке и последующей обработке кромки они могут проявиться. Особенно критично это для толстого стекла, 8 мм и выше. У нас на производстве был случай с партией 10-миллиметрового стекла для душевых кабин. После закалки и полировки кромки на нескольких элементах при определенном освещении стали заметны легкие оптические искажения у самого края. Причина — неоднородность исходного листа. Пришлось срочно менять поставщика сырья, потому что полировка здесь уже не спасала, а только подчеркивала проблему.
Сам процесс полировки — это не одна операция, а целая цепочка. Грубая шлифовка алмазным кругом, затем несколько этапов все более мелким абразивом. Ключевой момент — охлаждение. Если вода в системе охлаждения недостаточно чистая или ее подача нестабильна, на кромке могут остаться микроцарапины. Они потом, конечно, уйдут после финишной полировки войлочным кругом с пастой, но это лишняя работа и риск перегрева кромки. Перегрев — это страшный сон. Стекло в зоне кромки получает локальные напряжения, и при закалке или уже в готовом изделии может просто лопнуть. Такие случаи редкость, но они были, обычно при спешке или попытке сэкономить на времени цикла обработки.
И вот здесь я всегда обращаю внимание на подход таких производителей, как ООО Фошань Шуньдэ Чжитай Стекло (их сайт — zitaglass.ru). Они позиционируют себя как профи в закалке и обработке. Судя по их работам и описанию процессов, они понимают, что полированная кромка — это результат контроля на всех этапах, а не только финальная доводка. Их акцент на шелкографии и цифровой печати говорит о том, что они работают со сложными проектами, где качество базовой обработки — основа. Если кромка сделана плохо, никакая печать не спасет общее впечатление от изделия.
Миф о 'идеальной' полировке и требования рынка
В индустрии есть негласное разделение: полировка для технических нужд и полировка для эстетики. Для технической — главное, чтобы край был безопасным, без режущих граней, а эстетика вторична. Для мебели, перегородок, полок — важен внешний вид. Но и здесь 'идеал' разный. Для матового стекла с пескоструйным рисунком слегка матовая кромка может быть даже предпочтительнее. А для абсолютно прозрачного интерьерного стекла нужна та самая кристальная чистота. Проблема в том, что многие заказчики, требуя закаленное стекло с полированной кромкой, имеют в виду именно второй вариант, но не готовы платить за соответствующую подготовку сырья и время обработки.
Один из наших старых клиентов, производитель стеклянных столешниц, как-то пожаловался, что получает рекламации по 'волне' на длинной кромке (2 метра и больше). Мы начали разбираться. Оказалось, что при склейке нескольких листов для получения нужной толщины (технология триплекс) внутренний слой клея создавал напряжение, которое после финальной полировки и закалки немного 'вело' край. Решение было не в более тщательной полировке, а в изменении режима полимеризации клея и предварительной калибровке стекла перед склейкой. Это к вопросу о том, что проблема часто лежит не там, где ее ищут.
Сейчас многие пытаются автоматизировать полировку кромки. Станки с ЧПУ дают стабильность, но они 'не видят' локальных дефектов конкретного листа. Опытный оператор, глядя на свет, может скорректировать подачу, давление, время на проблемном участке. Поэтому полностью роботизированная линия выдает хороший средний результат для массового рынка, но для штучных, ответственных изделий все еще нужен глаз и рука человека. На сайте ZITA Glass, кстати, видно, что они делают ставку и на сложные формы, и на цифровую печать — значит, без ручного контроля и подстройки в таком бизнесе не обойтись.
Практические ловушки: от логистики до монтажа
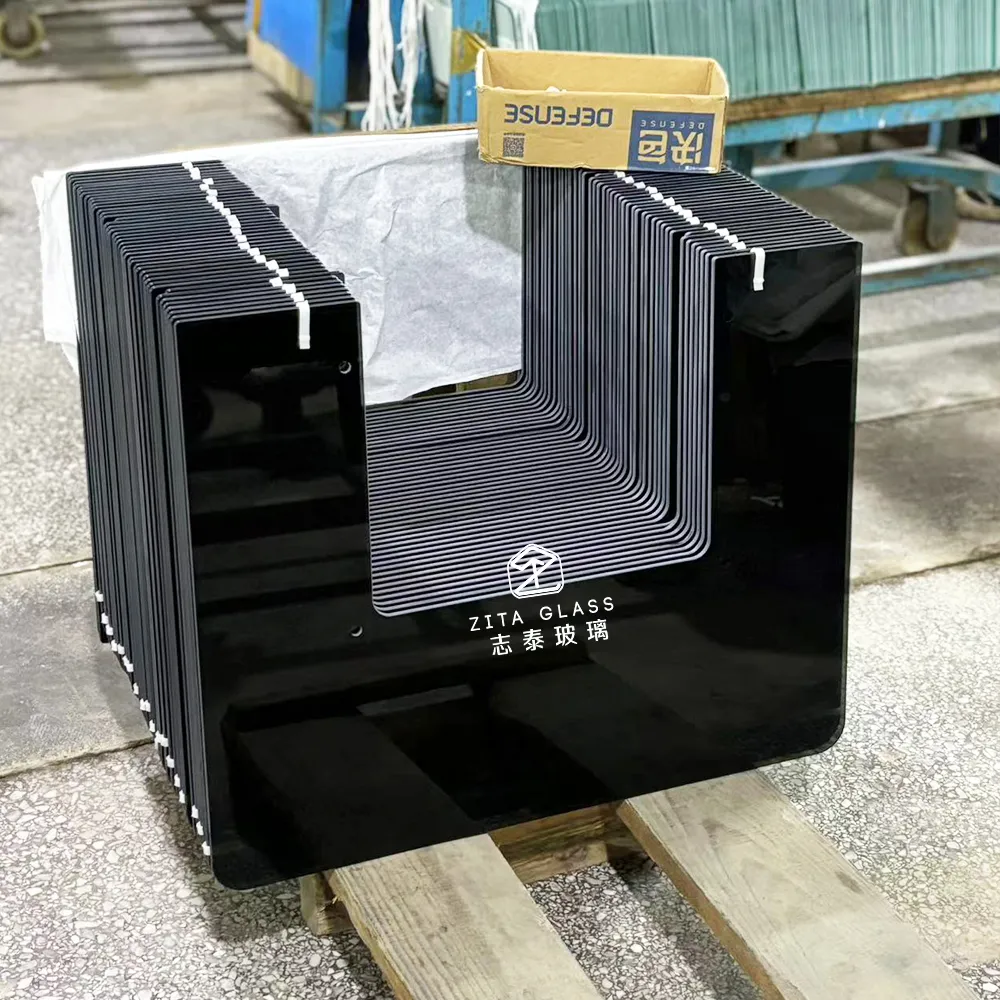
Самое обидное — испортить уже готовую, идеально обработанную кромку на этапах после цеха. Упаковка. Казалось бы, мелочь. Но если стекло с полированной кромкой плотно прилегает к картону или деревянной обрешетке без мягкой прокладки, при транспортировке от вибрации может произойти микроабразивное воздействие. Кромка теряет блеск, становится матовой. Мы перешли на специальный вспененный полиэтилен с очень низким коэффициентом трения, проблема ушла. Но это увеличило стоимость упаковки.
Монтаж — отдельная история. Монтажники, даже опытные, часто используют присоски, которые ставят слишком близко к краю. На полированной кромке от этого могут остаться почти невидимые следы, пятна контакта. А если стекло потом будет висеть в лофте с панорамным остеклением и на него под определенным углом будет падать солнце — эти следы проявятся. Приходится проводить ликбезы, разрабатывать инструкции по захвату. Для продукции, которая поставляется, например, через ООО Фошань Шуньдэ Чжитай Стекло, этот вопрос, я уверен, тоже актуален, особенно при международных поставках, где контроль на объекте слабее.
И еще про толщину. Полировать кромку на стекле 4 мм и 19 мм — это две большие разницы. На тонком стекле выше риск перегрева и выкрашивания, нужно очень точно дозировать давление. На толстом — огромный объем материала, который нужно снять и отполировать, время цикла вырастает в разы. Не каждый станок справится с 19-мм полотном, чтобы дать ровную глянцевую фаску. Часто можно видеть, что на такой толщине кромка полирована не идеально, а с легкой 'ступенькой' от предыдущих шлифовальных кругов. Это компромисс между ценой и качеством.
Взгляд в будущее: что будет меняться
Спрос на премиальные интерьеры с стеклом растет, а значит, растут и требования к деталям. Полированная кромка перестает быть просто опцией, она становится стандартом для целого ряда изделий. Но это подталкивает к поиску новых решений. Например, комбинированная обработка: машинная полировка плюс финишная химическая полировка для устранения мельчайших рисок. Или новые составы полировальных паст, которые работают при более низких температурах.
Другое направление — это обработка кромки уже после закалки. Технологии есть, но они дороги и не везде доступны. Это было бы идеально, потому что устраняются риски повреждения кромки в печи закалки (подвесы, направляющие). Но пока это скорее эксклюзив. Основная масса закаленного стекла с полированной кромкой на рынке — это стекло, которое сначала режется, обрабатывается и полируется, а потом отправляется на закалку. И здесь снова важен контроль: любая микротрещина, не удаленная при полировке, в печи превратится в брак.
В итоге, возвращаясь к началу. Качество полированной кромки — это не про блеск. Это про контроль сырья, выверенную технологическую цепочку, понимание физики процесса и учет всех 'мелочей' — от воды в системе охлаждения станка до упаковочного материала. Компании, которые строят свой процесс, как ZITA Glass, с фокусом на нескольких сложных технологиях (закалка, шелкография, печать), обычно выстраивают и более надежную систему контроля на всех этапах. Потому что в нашем деле одно без другого не работает: нельзя нанести идеальный рисунок на стекло с посредственной кромкой. Все взаимосвязано. И именно эта взаимосвязь и определяет настоящий профессионализм, который виден не сразу, но всегда ощутим в конечном результате.
Соответствующая продукция
Соответствующая продукция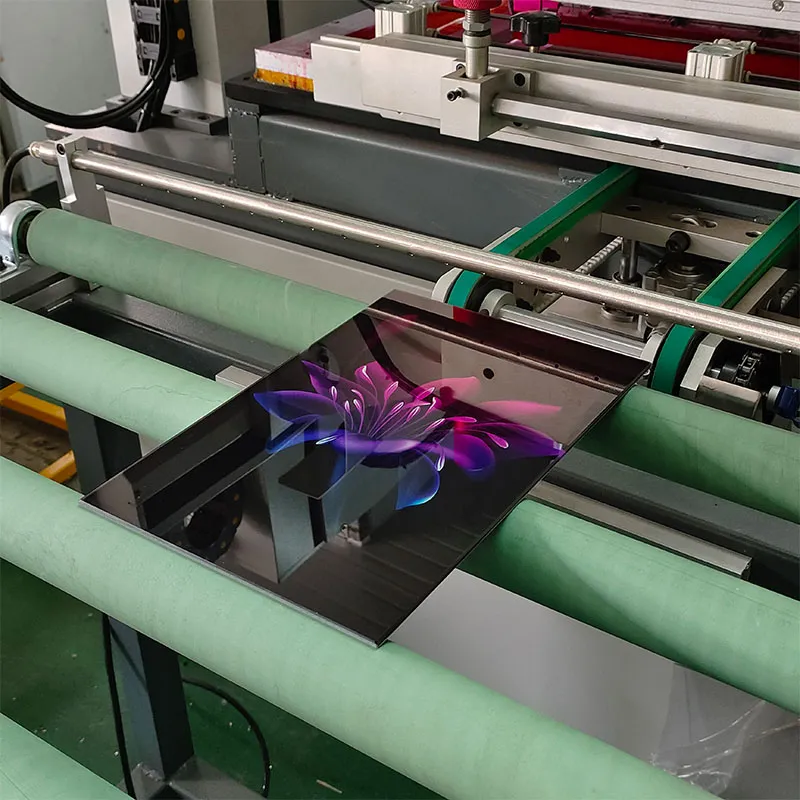






Самые продаваемые продукты
Самые продаваемые продукты-
 OEM ODM Заводские индивидуальные аксессуары для кухонной техники из стекла Детали для холодильников Детали для стеклянных панелей с цифровой печатью
OEM ODM Заводские индивидуальные аксессуары для кухонной техники из стекла Детали для холодильников Детали для стеклянных панелей с цифровой печатью -
 Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло
Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло -
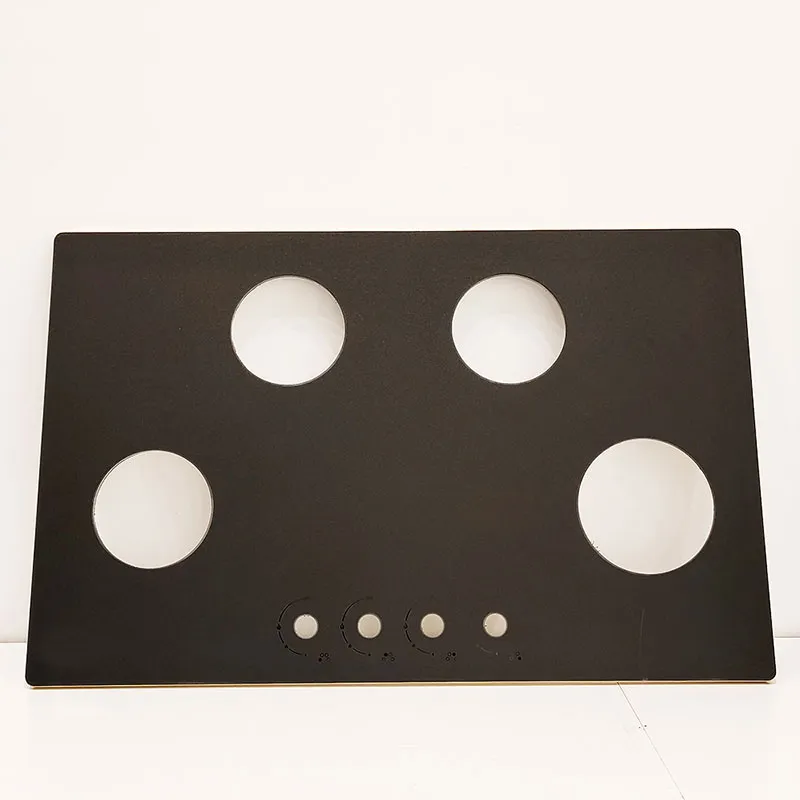 Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели
Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели -
 Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D
Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D -
 Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники
Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники -
 Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле
Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле -
 Индивидуальная оптовая цена на шелкографию Холодильник Морозильник Холодильник Закаленное зеркало Печать Закаленное стекло Дверь
Индивидуальная оптовая цена на шелкографию Холодильник Морозильник Холодильник Закаленное зеркало Печать Закаленное стекло Дверь -
 Оптовая продажа стеклянных аксессуаров для кухонной техники на заказ с покрытием Low E из закаленного стекла для двери микроволновой печи
Оптовая продажа стеклянных аксессуаров для кухонной техники на заказ с покрытием Low E из закаленного стекла для двери микроволновой печи -
 Изготовленная на заводе стеклянная полка для холодильника из сверхпрозрачного закаленного стекла для холодильника с морозильной камерой
Изготовленная на заводе стеклянная полка для холодильника из сверхпрозрачного закаленного стекла для холодильника с морозильной камерой -
 Высококачественное стекло по индивидуальному заказу Толщина 3-12 мм 2 конфорки 3 конфорки 4 конфорки Стекло по индивидуальному заказу для газовой плиты
Высококачественное стекло по индивидуальному заказу Толщина 3-12 мм 2 конфорки 3 конфорки 4 конфорки Стекло по индивидуальному заказу для газовой плиты -
 Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника
Заводское изготовление на заказ Зеркало для кухни из закаленного стекла с черным рисунком, напечатанное на стеклянном листе для домашнего холодильника -
 Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Связанный поиск
Связанный поиск- Стеклянный компонент для бытовой техники
- какое стекло используется для полок в холодильнике
- зажимы для жаропрочного стекла дверцы камина
- толщина закаленного стекла на варочной панели
- жаропрочный клей для стекла
- боковая панель из закаленного стекла
- Стеклянная панель для плиты
- закаленное стекло для индукционной плиты
- Полупрозрачное стекло
- лучшие газовые панели из закаленного стекла