
-


-


-
-


-


WeChat

-
WhatsApp


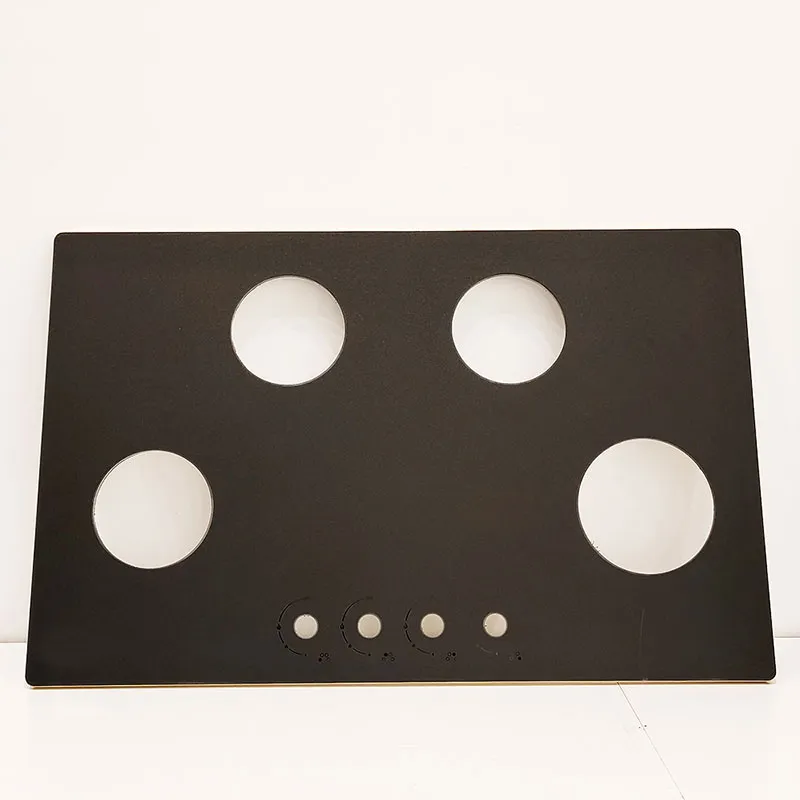
закаленное стекло индукционная плита
Вот смотришь на эти панели — гладкие, прочные, и кажется, что технология отработана до мелочей. Но когда начинаешь работать с закалкой под конкретно индукцию, понимаешь, что нюансов — море. Многие думают, что любое закаленное стекло подойдет, и это первая большая ошибка.
Не просто ?закалка?: специфика под индукционный нагрев
Здесь дело не только в прочности. Индукционная плита — это не равномерный нагрев по всей поверхности, а локальные, очень интенсивные тепловые удары от включенных конфорок. Стекло должно выдерживать не просто высокую температуру, а резкие, циклические перепады. Если коэффициент теплового расширения подобран неправильно, микротрещины появятся быстро, даже при идеальной закалке. Мы в свое время на этом погорели с одной партией для европейского заказчика — тесты прошли, а в реальной эксплуатации через полгода пошли жалобы на сколы по краям зон нагрева.
И толщина. Часто заказчики хотят тоньше — эстетичнее. Но для стандартной бытовой индукции меньше 4 мм я бы не рекомендовал, особенно если речь о крупногабаритных панелях. Была история, пытались сделать 3 мм с усиленной закалкой для встраиваемой модели. Вроде бы, ударные тесты проходили, но при транспортировке процент боя был неприлично высоким. Вернулись к 4 мм — все устаканилось.
Еще момент — качество кромки. После резки и закалки кромку нужно идеально отполировать. Малейшая микроскопическая зазубрина становится концентратором напряжения. При нагреве трещина может пойти именно оттуда. На производстве мы сейчас на это закладываем отдельную операцию контроля, потому что визуально дефект может быть не заметен.
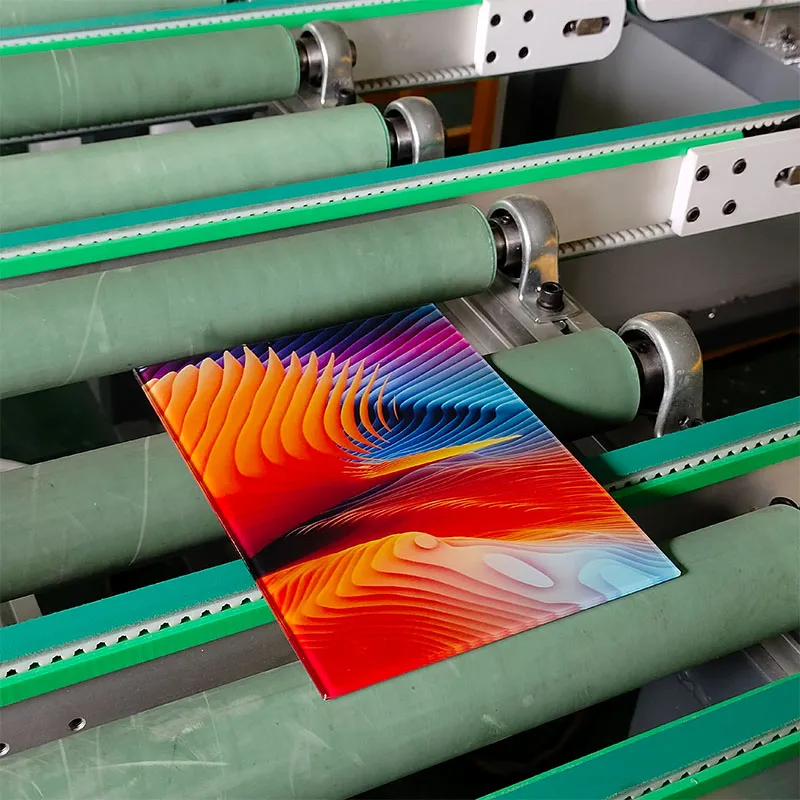
Покрытия и печать: где скрывается проблема адгезии
Шелкография или цифровая печать на поверхность, которая будет регулярно нагреваться до 300-400 градусов — это отдельный вызов. Краска должна не просто держаться, а сохранять цвет и не выделять ничего при нагреве. Стандартные составы часто не вытягивают. Приходится работать с специализированными керамическими красками, которые спекаются со стеклом в процессе закалки. Но и здесь палка о двух концах: слишком высокая температура закалки может повлиять на цвет, слишком низкая — не даст нужной прочности.
Мы, например, для закаленное стекло индукционная плита в ZITA Стекло перешли на двухэтапный процесс для сложных заказов. Сначала базовая закалка, затем нанесение покрытия и повторный низкотемпературный обжиг. Да, дороже, но адгезия получается абсолютной. Особенно это критично для панелей с сложным многоцветным принтом или логотипами.
Зеркальное покрытие с тыльной стороны — тоже не для красоты. Оно часто служит для отражения тепла обратно к варочной зоне, повышая КПД. Но если покрытие нанесено с дефектами (пыль, неравномерность), то нагрев стекла может стать локально выше, и это риск. Контролируем это на просвет.
Контроль качества: что не увидишь в сертификате
Сертификаты — это хорошо, но они подтверждают соответствие некому усредненному стандарту. В реальности каждая партия сырья (стеклолист) может иметь микропузырьки, неоднородности. Для обычного остекления это не страшно, а для индукционная плита с ее точечным нагревом — потенциальная точка отказа. Поэтому у нас на входном контроле стоит обязательная проверка на полярископе — смотрим внутренние напряжения в сыром листе. Отбраковали не одну поставку, хотя по паспорту все было ?премиум?.
Сама закалка. Температура в печи должна быть идеально равномерной. Разница в 10-15 градусов по площади листа может привести к тому, что в одном углу остаточное напряжение будет 90 МПа, а в другом — 110. А это значит, что термостойкость панели определяется самым слабым местом. После печи 100% контроль на тензометре — не выборочно, а каждое изделие. Да, это время и деньги, но иначе нельзя.
Имитация циклов нагрева-охлаждения. Делаем свой внутренний тест, жестче, чем по ГОСТ. Берем образец, разогреваем центральную зону газовой горелкой до 350-400 градусов, затем резко охлаждаем воздухом. Цикл повторяем сотни раз. Только после этого можно быть более-менее уверенным в долговечности. Именно после таких тестов мы скорректировали параметры закалки для серии панелей под бренд одной крупной сети.
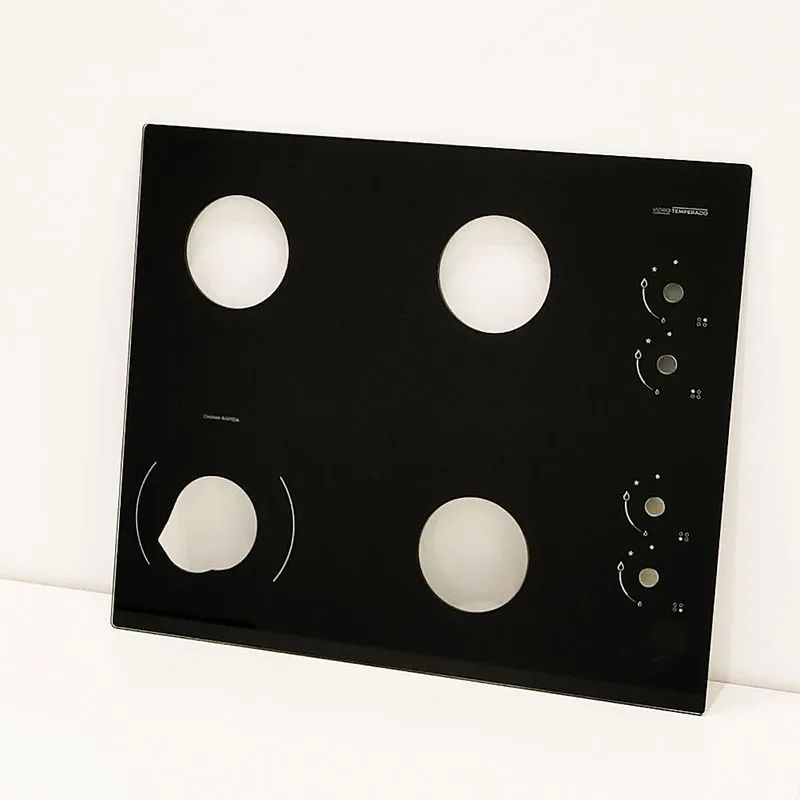
Логистика и монтаж: где ломается даже идеальное стекло
Можно сделать идеальное закаленное стекло, но его испортят при установке. Частая ошибка монтажников — неравномерная или чрезмерная затяжка крепежных элементов. Панель должна лежать в раме или на подложке без перекосов и точечных нагрузок. Мы даже начали прикладывать к партиям для некоторых клиентов простейшие схемы-инструкции по монтажу с указанием момента затяжки и последовательности установки. Количество рекламаций снизилось заметно.
Упаковка. Углы. Всегда углы. Стандартные пенопластовые уголки часто не спасают при межгородской перевозке. Перешли на литые профили из плотного ППЭ, которые обжимают угол полностью. И маркировка ?Стекло. Не бросать? на русском и английском на каждой стороне коробки — обязательно. Банально, но работает.
Работа с производителями: опыт ZITA Стекло
Наше производство, ООО Фошань Шуньдэ Чжитай Стекло, через сайт https://www.zitaglass.ru работает в основном с B2B-сегментом. И здесь важно не просто сделать по ТЗ, а иногда подсказать. Часто конструкторы, разрабатывая новую модель плиты, закладывают параметры стекла ?с запасом? по одним характеристикам и не учитывают другие. Например, требуют максимальную термостойкость, выбирая для этого тип стекла с высоким содержанием бора, но при этом хотят сложную фигурную резку, которая для такого состава критична из-за хрупкости. Приходится находить компромисс, предлагать альтернативные решения по геометрии или технологии обработки кромки.
Специализация на закаленном стекле, шелкографии, зеркальном покрытии и цифровой печати позволяет нам вести продукт комплексно. Мы не просто режем и закаливаем чужое стекло. Мы можем взять проект, предложить оптимальный тип стеклолиста, метод декорирования (скажем, где лучше шелкография, а где — цифровая печать для фотографического качества), рассчитать режим закалки и нанести функциональное покрытие. Это как раз тот случай, когда опыт в смежных процессах дает синергию.
Из последнего интересного кейса — разработка панели с интегрированным датчиком контроля температуры. Задача была вклеить сенсор с тыльной стороны так, чтобы он не отклеился от циклов нагрева и не влиял на целостность стекла. Побороли это специальным силиконовым клеем с таким же коэффициентом расширения, что и у стекла. Но пришлось делать свой, небольшой эксперимент по подбору. Главное — клиент был готов к такому поиску, а не требовал ?сделать вчера? по стандартной цене.
В итоге, что хочу сказать. Закаленное стекло индукционная плита — это не товар из каталога, который можно просто выбрать по толщине и цвету. Это результат тонкой настройки всего процесса под конкретные условия работы. И главный показатель качества — не протокол испытаний, а отсутствие звонков от клиентов через год-два после установки. К этому и стремимся.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Конкурентоспособная цена Изогнутое стекло для вытяжки Черная шелкография Декоративная стеклянная панель для кухонной техники
Конкурентоспособная цена Изогнутое стекло для вытяжки Черная шелкография Декоративная стеклянная панель для кухонной техники -
 Заводская индивидуальная матовая матовая белая стеклянная панель для бытовой техники Специальная обработка стеклянной поверхности AG Стеклянная панель
Заводская индивидуальная матовая матовая белая стеклянная панель для бытовой техники Специальная обработка стеклянной поверхности AG Стеклянная панель -
 Заводская прямая поставка Нестандартная часть кухни Четырехконфорочная газовая плита Высокотемпературная безопасная плита с закаленным листовым стеклом
Заводская прямая поставка Нестандартная часть кухни Четырехконфорочная газовая плита Высокотемпературная безопасная плита с закаленным листовым стеклом -
 OEM ODM Заводские индивидуальные аксессуары для кухонной техники из стекла Детали для холодильников Детали для стеклянных панелей с цифровой печатью
OEM ODM Заводские индивидуальные аксессуары для кухонной техники из стекла Детали для холодильников Детали для стеклянных панелей с цифровой печатью -
 Кухонная газовая плита с панелью из закаленного стекла Газовая плита с двумя конфорками Производство стекла 4 конфорки Кухонная плита Стеклянная панель
Кухонная газовая плита с панелью из закаленного стекла Газовая плита с двумя конфорками Производство стекла 4 конфорки Кухонная плита Стеклянная панель -
 Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле
Фабричная горячая распродажа Новый дизайн УФ-цифровая печать на стеклянной панели для стеклянной двери холодильника Индивидуальный узор Цифровая печать на стекле -
 Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей
Индивидуальный лист закаленного стекла толщиной 2–8 мм для высокотемпературных тостеров, духовок, микроволновых печей, индивидуальных стекол для входных дверей -
 Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка
Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка -
 Производители Оптовая торговля Индивидуальные 4 мм, 5 мм Покрытие Цветное стекло Крышка Проволочная сетка Вытяжка Электрическая закаленная стеклянная пластина
Производители Оптовая торговля Индивидуальные 4 мм, 5 мм Покрытие Цветное стекло Крышка Проволочная сетка Вытяжка Электрическая закаленная стеклянная пластина -
 Высококачественное стекло для цифровой УФ-печати для дверей холодильников и морозильных камер, закаленная плоская стеклянная панель, индивидуальная толщина
Высококачественное стекло для цифровой УФ-печати для дверей холодильников и морозильных камер, закаленная плоская стеклянная панель, индивидуальная толщина
Связанный поиск
Связанный поиск- стеклянный фартук из закаленного стекла для кухни
- резка стекла для холодильника
- тарелки жаропрочное стекло
- стол с черным закаленным стеклом
- жаропрочное стекло для газовой плиты
- гнуть стекло на заказ
- блок управления варочной панели сенсорный
- холодильник закаленное стекло черный
- варочная панель стекло с мех управлением
- закаленное стекло на террасу