
-


-


-
-


-


WeChat

-
WhatsApp


закаленное стекло индукционная варочная
Когда говорят про закаленное стекло индукционная варочная, многие сразу думают о прочности — мол, раз закаленное, значит, выдержит всё. Но на деле тут есть нюансы, которые в спецификациях часто умалчивают. Сам работаю со стеклом больше десяти лет, и скажу: да, термостойкость и механическая прочность критичны, но если упустить из виду химический состав или качество кромки, можно получить брак даже с, казалось бы, идеальной закалкой. Особенно это касается именно индукционных поверхностей — там нагрев точечный, быстрый, и стекло работает в экстремальном режиме.
Миф о ?небьющемся? стекле и реальные требования
Первый миф, с которым сталкиваешься — это ожидание абсолютной неуязвимости. Клиенты, да и некоторые сборщики, считают, что раз стекло закалено, его можно ронять или бить по нему кастрюлями. На самом деле, закалка повышает стойкость к ударам в разы, но не делает материал вечным. Ключевой параметр для варочных панелей — это способность выдерживать резкие перепады температур, так называемый термошок. По стандартам, хорошее стекло для индукции должно без проблем переносить скачок от 20°C до, условно, 300-400°C в зоне нагрева. Но тут всё упирается в качество исходного сырья и равномерность закалки.
Вот, к примеру, был у нас случай на производстве — партия стекла для одного известного бренда варочных панелей. Заказчик жаловался на микротрещины после нескольких циклов нагрева-охлаждения. Проверили — закалка по всем параметрам в норме, но химический анализ показал повышенное содержание оксида железа в стекломассе. Это, казалось бы, мелочь, но именно она создавала внутренние напряжения при локальном нагреве. Пришлось менять поставщика стекломатериала. Поэтому теперь мы, как ООО Фошань Шуньдэ Чжитай Стекло, всегда тестируем сырьё на термостойкость до запуска в основное производство. Информацию об этом подходе можно найти на нашем сайте https://www.zitaglass.ru, где мы подробно описываем контроль качества.
И ещё момент — толщина. Часто думают: чем толще, тем лучше. Для индукции стандартом считается 4-6 мм. Но если сделать толще без корректировки режимов закалки, внутри стекла могут остаться зоны напряжения, которые приведут к спонтанному разрушению уже у потребителя. Тут нужен точный расчёт.
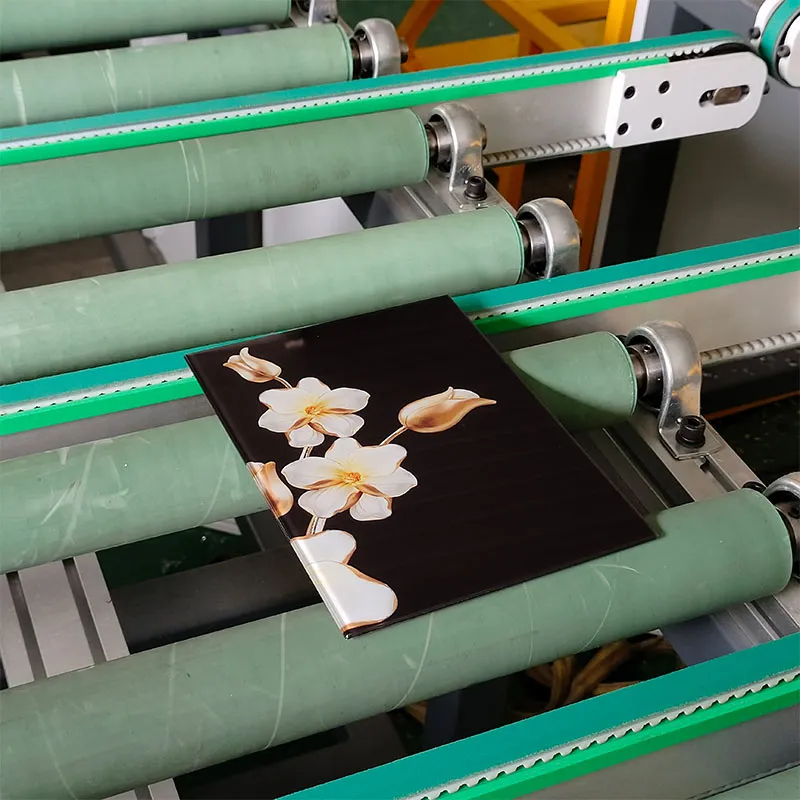
Технологические тонкости: от резки до шелкографии
Начинается всё с резки. Для закаленное стекло индукционная варочная кромка после резки должна быть идеально обработана — малейшая микротрещина станет концентратором напряжения. Мы на производстве используем алмазные головки с водяным охлаждением, но даже это не гарантия. После резки обязательна шлифовка кромки, причём не грубая, а финишная полировка. Пропустишь этот этап — в процессе закалки стекло может лопнуть именно с края.
Потом — шелкография. Это не просто декоративный элемент. Нанесение керамической краски выполняет и функциональную роль: маскирует элементы управления, создаёт зоны для индикации. Но главное — краска должна иметь коэффициент теплового расширения, близкий к стеклу. Иначе при нагреве она отслоится или потрескается. У нас в ZITA Стекло были эксперименты с разными составами краски, пока не подобрали оптимальный, который выдерживает длительный нагрев без изменения цвета и адгезии. Кстати, цифровая печать, которую мы тоже применяем, — более гибкая технология для сложных рисунков, но её термостойкость нужно проверять в два раза тщательнее.
Сама закалка — это печь с температурой около 650-700°C и последующее быстрое охлаждение обдувом. Скорость и равномерность обдува — секрет успеха. Неравномерность приводит к тому, что в стекле возникают асимметричные напряжения. Такая панель может пройти контроль на прочность, но в полевых условиях, при установке в корпус с небольшим перекосом, даст трещину. Мы настраиваем форсунки в печи под каждую партию, учитывая даже влажность в цехе — это влияет на процесс.
Проблемы на стыке с производителями техники
Опыт показывает, что многие неудачи происходят не на этапе производства стекла, а при интеграции с самой варочной панелью. Например, конструкция крепления. Если рамка или скобы слишком жёстко фиксируют стекло, не оставляя люфта для теплового расширения, — трещина неизбежна. Как-то раз поставили стекло на пробную партию индукционных плит, и через месяц пришёл рекламационный возврат. Разбираем — а там производитель техники, в целях экономии, заменил силиконовые прокладки на более жёсткие полимерные. Стекло, расширяясь при нагреве, упиралось в них и лопалось по углам. Пришлось проводить совместный техсовет и объяснять основы теплофизики.
Другая частая проблема — это совместимость с индукционными катушками. Стекло не должно содержать металлических включений (тех же оксидов железа в большом количестве), иначе возможны помехи в работе или локальный перегрев. Мы перед отгрузкой всегда тестируем образцы на стенде с работающей индукционной катушкой, замеряем КПД нагрева и равномерность. Это не просто прихоть, а необходимость, которую мы вынесли из собственных ошибок лет пять назад.
Конкретные примеры и почему важна специализация
Вот, скажем, для серийного производства бюджетных варочных панелей мы используем стандартное прозрачное закаленное стекло с шелкографией по периметру. Техпроцесс отлажен, но даже здесь нельзя терять бдительность. Как-то раз поставщик прислал партию стекломассы с чуть изменённой рецептурой — добавили дешёвый осветлитель. Внешне — то же самое. Но в печи при закалке это стекло начало мутнеть по краям. Весь тираж в брак. С тех пор у нас жёсткий входной контроль каждой партии сырья.
А для премиум-сегмента, где нужны панели чёрного цвета или с зеркальным покрытием, технология сложнее. Зеркальный слой на основе оксидов титана или серебра наносится методом магнетронного напыления. И вот тут критично, чтобы покрытие было не только красивым, но и термостойким. Мы отработали технологию, при которой покрытие наносится до закалки и ?запекается? вместе со стеклом, становясь частью структуры. Это даёт лучшую стойкость, чем нанесение на уже готовое закалённое стекло. Подробности этой технологии, кстати, описаны в разделе о зеркальном покрытии на zitaglass.ru.
Именно специализация на конкретном продукте, как у нашей компании, позволяет глубоко вникать в такие детали. Мы не просто режем и закаливаем стекло — мы постоянно экспериментируем с режимами, составами, тестируем на стендах, которые имитируют реальные условия эксплуатации годами. Потому что индукционная варочная панель — это не просто крышка, это рабочий инструмент на кухне, который должен служить долго и без сюрпризов.
Выводы, которые не пишут в брошюрах
Так что, если резюмировать набросанное: выбор стекла для индукции — это не просто поиск поставщика с сертификатом закалки. Нужно смотреть вглубь: какое сырьё, как обработана кромка, как ведёт себя шелкография при длительном нагреве, как стекло совместимо с конкретной моделью плиты. Мелочей тут нет.
Наша практика в ООО Фошань Шуньдэ Чжитай Стекло показала, что успех — это всегда компромисс между стоимостью, технологической выполнимостью и конечной надёжностью. Можно сделать сверхпрочное стекло, но оно будет слишком дорогим для рынка. Задача — найти оптимальную точку. И это достигается только опытом, часто — методом проб и ошибок, которые, к счастью, остались у нас в прошлом.
Поэтому когда сейчас к нам приходят с запросом на закаленное стекло индукционная варочная, мы уже знаем, с какого вопроса начать разговор: ?А под какую конкретно модель и в каких условиях эксплуатации??. От этого зависит всё — от состава стекломассы до финишной упаковки для отгрузки. И это, пожалуй, главный практический итог.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Коммерческий холодильник с верхней стеклянной дверью Индивидуальная панель Прямая продажа с завода Стеклянная панель Индивидуальный дизайн стеклянной двери AG для холодильника с морозильной камерой
Коммерческий холодильник с верхней стеклянной дверью Индивидуальная панель Прямая продажа с завода Стеклянная панель Индивидуальный дизайн стеклянной двери AG для холодильника с морозильной камерой -
 Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ
Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ -
 Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки.
Индивидуальная кухонная вентиляционная панель из закаленного стекла с датчиком волн для интеллектуальных вытяжек. Детали сенсорного экрана из закаленного стекла для вытяжки. -
 Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды
Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды -
 Стеклянная дверная панель для холодильника-морозильника УФ-цифровая печать Закаленное стекло Оборудование для охлаждения Холодильник-морозильник Цифровая печать на стекле
Стеклянная дверная панель для холодильника-морозильника УФ-цифровая печать Закаленное стекло Оборудование для охлаждения Холодильник-морозильник Цифровая печать на стекле -
 Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло
Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло -
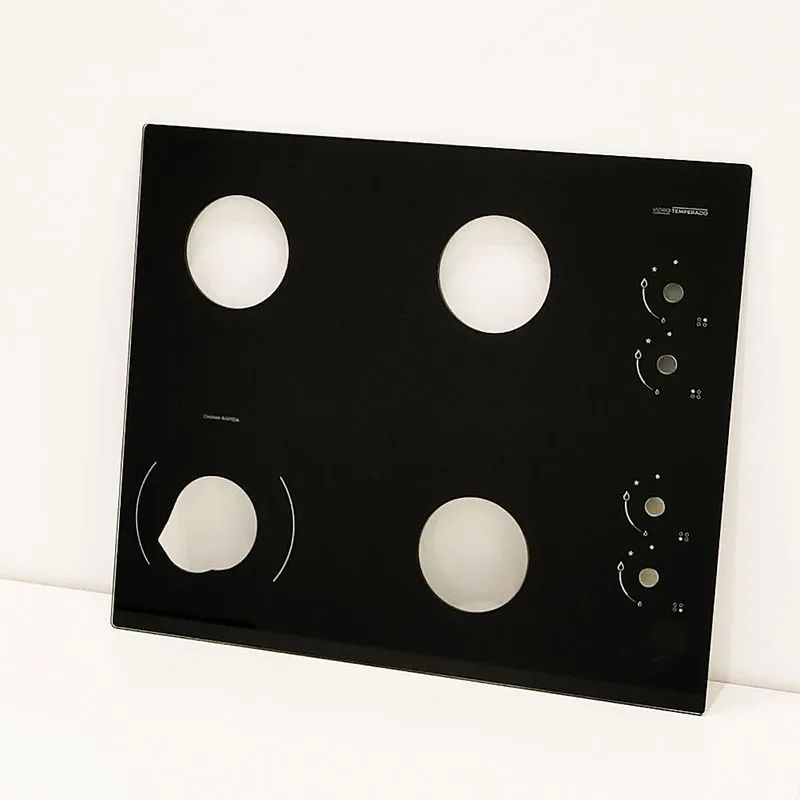 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек -
 Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D
Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D -
 Оптовая продажа 2/3/4/ 6/8 мм закаленного кухонного стекла ODM Шелкография Экран Морозильная камера Холодильник Стеклянная дверная панель Закаленное стекло
Оптовая продажа 2/3/4/ 6/8 мм закаленного кухонного стекла ODM Шелкография Экран Морозильная камера Холодильник Стеклянная дверная панель Закаленное стекло -
 Заводская прямая поставка Нестандартная часть кухни Четырехконфорочная газовая плита Высокотемпературная безопасная плита с закаленным листовым стеклом
Заводская прямая поставка Нестандартная часть кухни Четырехконфорочная газовая плита Высокотемпературная безопасная плита с закаленным листовым стеклом -
 Высококачественная термостойкая закаленная стеклянная панель для микроволновой печи с шелкографией, стекло для дверцы электрической печи
Высококачественная термостойкая закаленная стеклянная панель для микроволновой печи с шелкографией, стекло для дверцы электрической печи
Связанный поиск
Связанный поиск- Стекло для встраиваемой варочной панели
- стекло для наклонной вытяжки черное
- стекло для выдвижного ящика газовой плиты гефест
- прижимы жаропрочного стекла камина
- стекло духовки внутреннее для газовой плиты
- можно ли отрезать закаленное стекло
- варочная панель белая газовая из закаленного стекла
- стекло для вытяжки наклонной
- стекло для духовки плиты гефест
- закаленное стекло и пленка сравнение