
-


-


-
-


-


WeChat

-
WhatsApp


закаленное стекло изготовим
Когда слышишь 'закаленное стекло изготовим', многие сразу представляют себе просто прочное стекло, которое трудно разбить. Но на деле, если копнуть глубже, это целая цепочка решений, где каждый этап — от выбора сырья до контроля на выходе — влияет на то, получится ли действительно надежный продукт или просто хлипкая подделка под безопасное стекло. Частая ошибка заказчиков — думать, что главное здесь только сама закалка. А на практике, подготовка, резка, обработка кромки — это 70% успеха. Стекло, которое мы, например, в ООО Фошань Шуньдэ Чжитай Стекло (сайт — https://www.zitaglass.ru), изготавливаем, начинается не с печи, а с проверки листа на микротрещины, которые после термообработки могут 'выстрелить'.
Что на самом деле скрывается за фразой 'изготовим'
В нашей практике под 'изготовлением' мы понимаем полный цикл: от технического задания до упаковки. Это не просто реакция на запрос. Бывает, приходит чертеж, а там радиус скругления меньше, чем позволяет толщина стекла после закалки. Приходится звонить, объяснять, что при 6 мм минимальный радиус, скажем, 3 мм, а не 1.5, иначе при обработке кромки или в печи стекло лопнет. Или классика: заказчик хочет большое остекление, но не учитывает, что после закалки стекло имеет стрелу прогиба — иногда до 2-3 мм на метр. Если не предупредить, потом будут претензии, что панели 'горбом'. Изготовить — значит сначала проконсультировать.
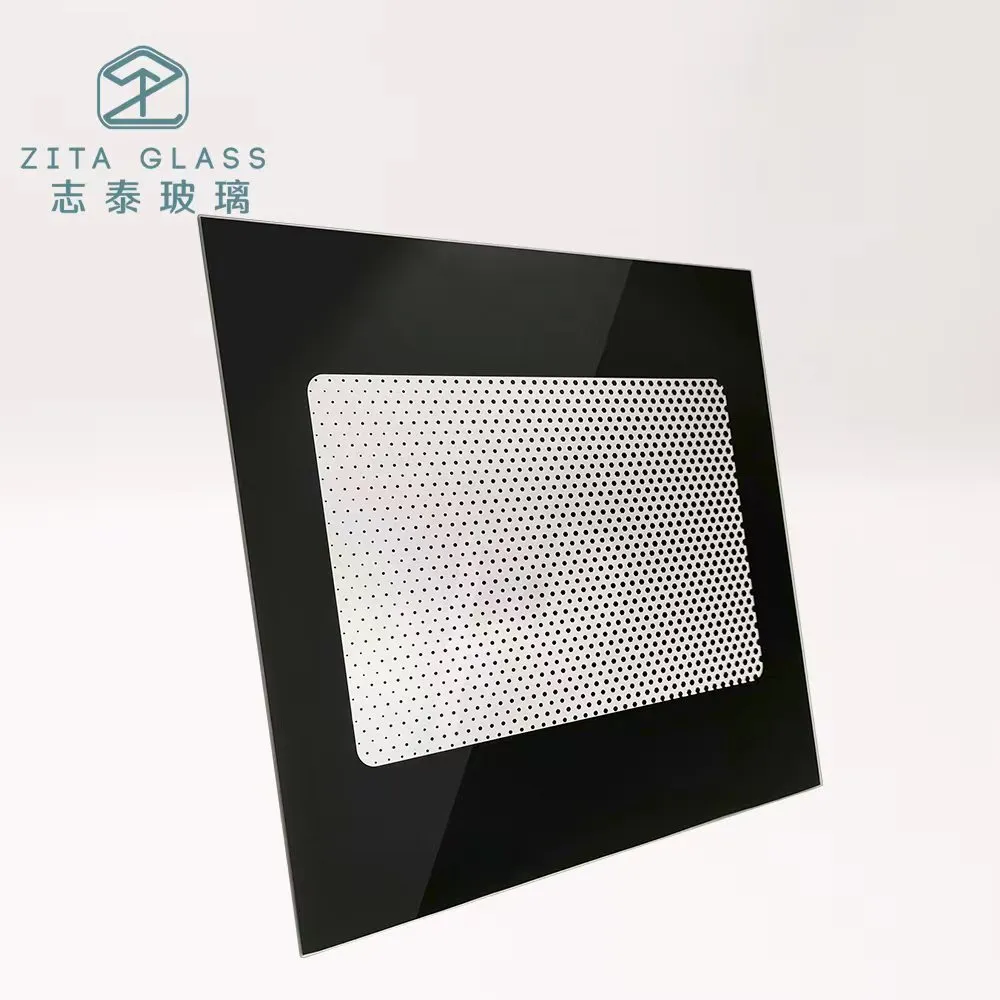
У нас на производстве, которое представлено на zitaglass.ru, стоит несколько печей разных размеров. Это важно, потому что для небольших партий декоративных вставок, скажем, для мебели, одна печь, а для фасадных панелей 2000х3000 мм — другая, с более плавным нагревом. 'Изготовим' — это и про правильный выбор оборудования под задачу. Помню случай, когда пытались закалить слишком тонкое стекло (3 мм) с шелкографией в печи, настроенной на 8-10 мм. Краска потрескалась от перепада температур. Пришлось перенастраивать режим, терять время. Теперь для каждого типа декора — шелкографии, цифровой печати, зеркального покрытия — у нас свой, выверенный опытным путем, температурный профиль.
И еще один нюанс. Часто в запросе 'закаленное стекло изготовим' подразумевается, что это будет быстро и дешево. Но скорость — враг качества в этом процессе. Стекло должно равномерно прогреться до температуры около 650-680°C, а потом быстро и равномерно охладиться. Если поторопиться с охлаждением (задувкой), возникнут зоны внутреннего напряжения, которые приведут к самопроизвольному разрушению через неделю или месяц. Мы всегда закладываем время на 'отдых' стекла после печи и на обязательный контроль на полярископе — чтобы увидеть эти самые напряжения. Без этого этапа 'изготовим' — это лотерея.
Сырье и подготовка: где чаще всего экономят и чем это грозит
Можно взять дешевый листовой стекло-сырец с волной, оптическими искажениями или с примесями в массе. После закалки эти дефекты никуда не денутся, а только зафиксируются. Мы, ZITA Стекло, работаем с проверенными поставщиками стекла-сырца, потому что знаем: основа — это 50% результата. Особенно критично для стекла с последующим зеркальным покрытием или цифровой печатью — любая волна испортит весь визуальный эффект.
Резка и обработка кромки — следующий критический пункт. Тупой режущий ролик или неправильный угол заточки алмазного инструмента для кромки оставляет микросколы. В печи под напряжением они превращаются в центры разрушения. Бывало, на старте, когда только начинали, экономили на своевременной замене оснастки. В итоге — повышенный процент брака, который вскрывался уже после отгрузки у клиента. Горький, но полезный опыт. Теперь у нас строгий график обслуживания станков.
Отверстия и вырезы. Если их нужно делать, то только до закалки, и с определенными допусками. Края отверстий должны быть обработаны, радиус — соблюден. Однажды был заказ на стекло для душевой кабины с отверстием под смеситель почти вплотную к краю. Не убедили заказчика сместить. В печи стекло треснуло от края к отверстию. Пришлось переделывать за свой счет. Теперь в правилах производства четко прописаны минимальные отступы, и мы их жестко соблюдаем, даже если клиент настаивает. Лучше потерять заказ, чем отгрузить потенциально опасное изделие.
Печь и процесс закалки: не магия, а физика
Сама закалка — это не просто 'нагрел и остудил'. В печи важна равномерность прогрева по всей площади. У нас, например, печи с конвекционным подогревом, чтобы минимизировать 'тени' от направляющих роликов. Иначе на стекле останутся оптические искажения — так называемые 'дорожки'. Для архитектурного остекления это недопустимо.
Скорость движения конвейера, температура в разных зонах печи, давление и равномерность задувки воздуха в секции охлаждения — все это настраивается под толщину стекла, его размер и даже цвет (тонированное в массе стекло греется иначе). Для стекла с покрытием, как наш продукт с зеркальным напылением, профиль еще более щадящий, чтобы не повредить слой. Все эти настройки — результат множества проб и ошибок, записанных в технологические карты.
Контроль после печи — обязателен. Каждое стекло, особенно крупное, проверяем на полярископе. Смотрим картину напряжений. Она должна быть однородной, без резких цветовых перепадов и 'бабочек' — признаков перекала или недокала. Перекаленное стекло хрупкое, бьется на мелкие, но острые осколки (хотя и это лучше, чем некаленое). Недокаленное не имеет нужной прочности. Бракуем без сожалений.
Специфика декора: шелкография, печать, зеркала
Когда мы говорим о полном цикле на https://www.zitaglass.ru, то имеем в виду и нанесение декора. Шелкография — классика. Здесь важен состав керамической краски и точность обжига. Краска должна 'спечься' со стеклом и приобрести ту же степень твердости. Если температура или время выдержки не те, краска после закалки будет стираться или трескаться. Мы подбирали составы и режимы долго, сейчас имеем стабильный результат.
Цифровая печать — более капризная технология. Чернила наносятся до закалки, и им тоже предстоит пройти печь. Здесь адгезия и сохранение цвета — ключевые задачи. Были неудачи с некоторыми цветами, особенно ярко-красными, которые выгорали. Работали с поставщиками чернил, подбирали. Сейчас можем изготавливать устойчивые изображения, но всегда предупреждаем клиента о небольших возможных отклонениях в цвете после термообработки — это физика процесса.
Зеркальное покрытие (напыление) — отдельная история. Его можно наносить как до закалки (тогда покрытие тоже закаляется и становится очень стойким), так и после. 'Дозакalенное' зеркало — наш конек, оно идеально для сложных условий вроде ванных комнат. Но технологически это сложнее: нужно идеально чистое стекло перед напылением и очень аккуратная загрузка в печь, чтобы не повредить нежный слой. Делаем это только в отдельной, чистой зоне производства.
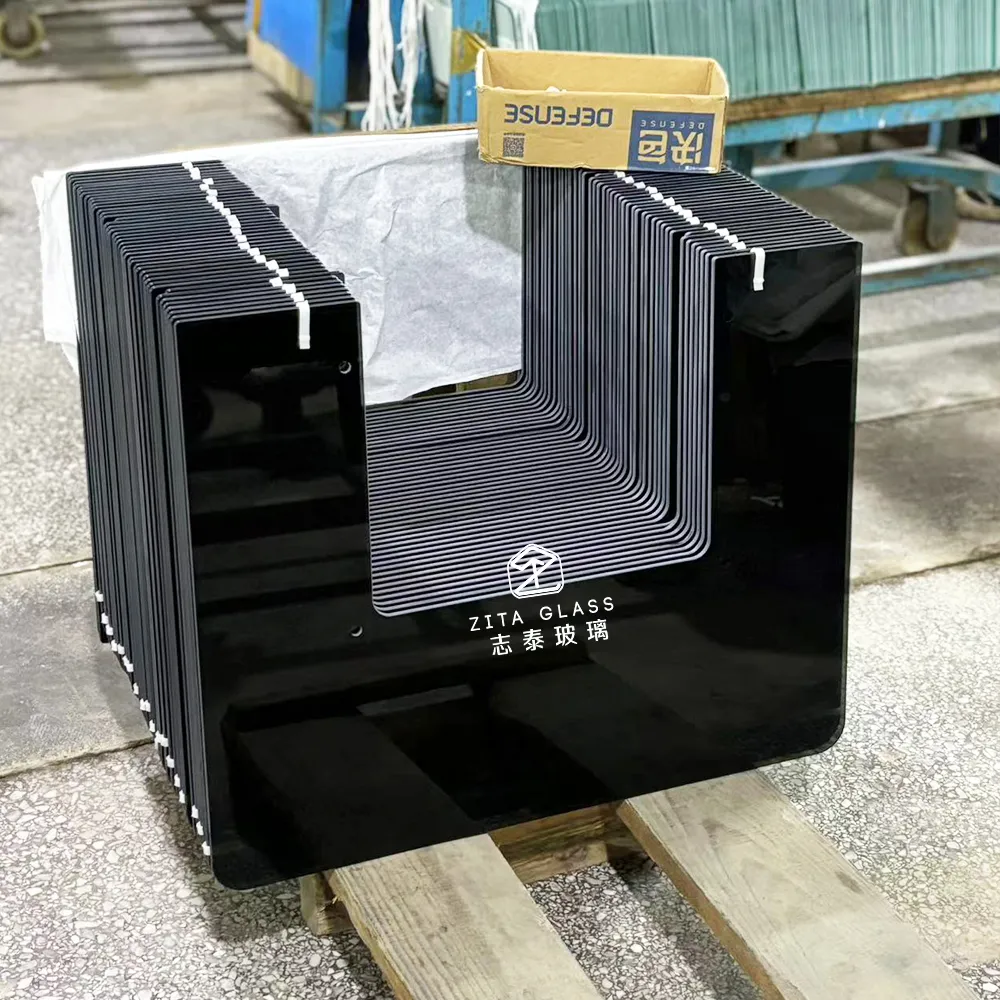
Упаковка и логистика: последний рубеж
Казалось бы, стекло изготовлено, прошло контроль. Но его еще нужно доставить. Неправильная упаковка — и все труды насмарку. Углы — самое уязвимое место. Мы используем плотные угловые картонные защитные элементы, а между листами — прокладки из пленки или бумаги, чтобы не было царапин при транспортировке.
Маркировка — обязательно. На каждом листе или пачке указываем марку стекла, толщину, наличие покрытия и сторону установки (особенно для зеркал или стекла с покрытием). Это спасает и монтажников, и нас от вопросов 'а какое стекло куда?'.
И главное — инструкция для грузчиков и водителей. Стекло нельзя ставить на торец, бросать, класть под углом. Сколько раз видел, как на объекте разгружают наш аккуратно упакованный паллет, а потом кантуют листы, опирая на землю... Сердце кровью обливается. Теперь иногда прикладываем простую схему-инструкцию по обращению. Мелочь, а помогает сохранить продукт и нервы.
Вместо заключения: 'изготовим' — это ответственность
Так что, когда наша компания, ООО Фошань Шуньдэ Чжитай Стекло, пишет 'закаленное стекло изготовим', за этим стоит не просто возможность включить печь. Это готовность погрузиться в задачу заказчика, просчитать риски на каждом этапе, отговорить от опасных решений и в итоге отгрузить продукт, который прослужит долго и безопасно. Это не быстрый заработок, а ремесло, где опыт, набитый шишками, важнее громких обещаний. И сайт zitaglass.ru — это просто витрина, а реальная работа, со всеми ее нюансами и 'подводными камнями', происходит в цеху, у печи и за столом с полярископом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D
Современное закаленное стекло толщиной 3 мм для холодильника, вытяжки, бытовой техники, декоративное стекло с цифровой печатью 3D -
 Лучшее качество закаленного стекла для цифровой печати 3D Шелкография Холодильник Закаленное стекло Декоративные стеклянные панели для морозильной камеры Лист
Лучшее качество закаленного стекла для цифровой печати 3D Шелкография Холодильник Закаленное стекло Декоративные стеклянные панели для морозильной камеры Лист -
 Индивидуальные изогнутые детали сенсорного экрана Шелкография Закаленное стекло 3 мм 4 мм 5 мм Закаленная стеклянная панель для кухонной вытяжки
Индивидуальные изогнутые детали сенсорного экрана Шелкография Закаленное стекло 3 мм 4 мм 5 мм Закаленная стеклянная панель для кухонной вытяжки -
 Производитель стеклянных панелей для бытовой техники на заказ, прозрачное закаленное стекло для полок морозильных камер
Производитель стеклянных панелей для бытовой техники на заказ, прозрачное закаленное стекло для полок морозильных камер -
 Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки
Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки -
 Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки
Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки -
 Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники
Заводская индивидуальная 3-12 мм цифровая печать Индивидуальный цветовой узор Одинарный стеклянный лист Ламинированное закаленное стекло для бытовой техники -
 Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло
Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло -
 Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника
Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника -
 Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн
Коммерческий бытовой холодильник с дверцей из закаленного стекла, прозрачный, матовый, полупрозрачный, AG, закаленное стекло, специальный дизайн -
 OEM ODM Стеклянная панель для газовой плиты с 4 конфорками Стеклопанель для газовой плиты с высокой термостойкостью, изготовленная с помощью ЧПУ
OEM ODM Стеклянная панель для газовой плиты с 4 конфорками Стеклопанель для газовой плиты с высокой термостойкостью, изготовленная с помощью ЧПУ -
 Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Связанный поиск
Связанный поиск- набор из закаленного стекла
- полу закаленное стекло
- керамическая плитка жидкое стекло
- индукционная панель закаленное стекло
- двухконфорочная плита газовая встраиваемая закаленное стекло
- нержавейка или закаленное стекло варочная поверхность
- дверца для духовки со стеклом
- обработка закаленного стекла
- стекло подсветки для вытяжки
- стекло для варочной панели газовой плиты