
-


-


-
-


-


WeChat

-
WhatsApp


жаропрочное стекло для газовой
Когда говорят про жаропрочное стекло для газовой, многие сразу думают про термостойкость и всё. Но на деле, если ты работал с установками, знаешь — главная проблема часто даже не в температуре, а в локальном перепаде. Плита-то газовая, пламя прямое, неравномерный нагрев. И вот тут начинаются истории с трещинами ?ни с того ни с сего?. Мой опыт — отбор и поставка стекла для встраиваемой техники — говорит, что ключевое слово здесь не просто ?жаропрочное?, а ?стабильное при циклическом нагреве?. И да, много подводных камней, о которых в спецификациях молчат.
Основное заблуждение и суть материала
Частый запрос от клиентов — ?нужно стекло, которое выдерживает 300 градусов?. С одной стороны, да, обычное закалённое стекло на это способно. Но в случае с газовой варочной панелью важен не максимум, а динамика. Пламя контактирует с точкой, вокруг — холодная зона. Стекло должно гасить эти внутренние напряжения. Поэтому простое закалённое стекло — не всегда панацея. Нужен либо особый состав силикатной массы, либо дополнительная обработка.
Вот, к примеру, в работе с ООО Фошань Шуньдэ Чжитай Стекло (их сайт — https://www.zitaglass.ru) мы как-то разбирали именно этот момент. Они как производитель закаленного стекла и изделий с шелкографией предлагали вариант с боросиликатным составом. Но важно было не название, а поведение в тестах. Мы делали свой — не по ГОСТу, а ?варварский?: направляли газовую горелку на центр панели на 15 минут, потом резко охлаждали края мокрой тряпкой. Многие образцы шли трещинами от краёв. Их материал выдержал, но не с первого захода — первые партии имели проблемы с краевой полировкой, что создавало точки напряжения.
Отсюда вывод: жаропрочность — это системное свойство, от состава и закалки до обработки кромки. И часто брак выявляется не на заводе, а уже на сборке у клиента, когда стекло вставлено в металлический обод корпуса. Там свои напряжения.
Роль шелкографии и покрытий в термостойкости
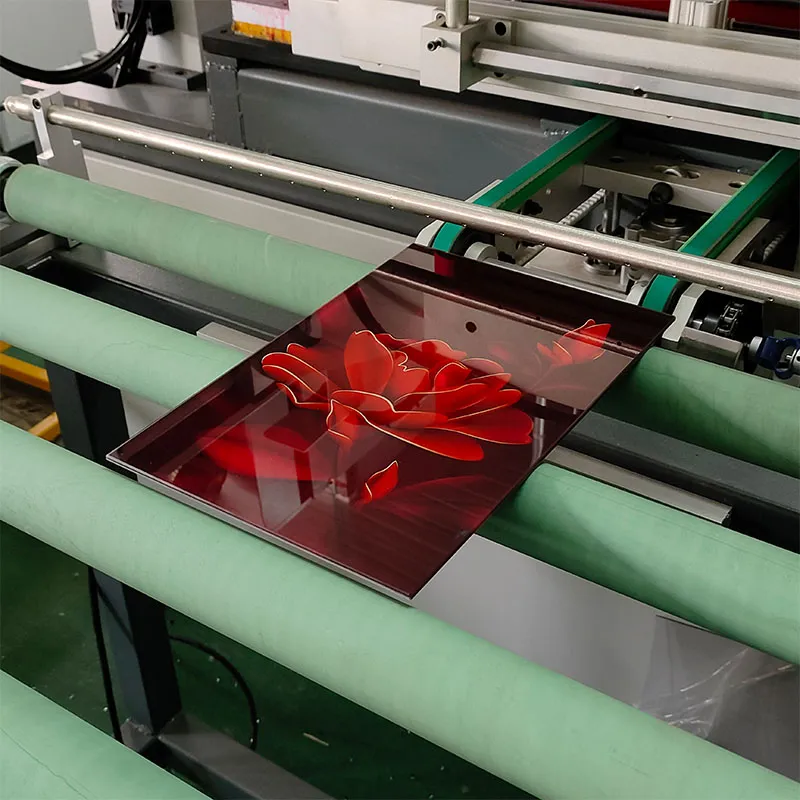
Тут многие упускают важный нюанс. На газовые панели почти всегда наносят шелкографию — разметку зон нагрева, логотипы. И эта краска должна быть не просто стойкой, а эластичной. При нагреве стекло и краска расширяются по-разному. Если краска ?дубовая?, она либо отшелушится, либо, что хуже, станет концентратором напряжения — трещина пойдёт именно по границе рисунка. Видел такое не раз.
У ZITA Стекло в своём арсенале есть цифровая печать и зеркальное покрытие. Но для газовых плит зеркальные слои — редкость, они могут деградировать. А вот шелкография — критична. В их случае после наших тестов пришлось дорабатывать рецептуру термостойкой краски. Недостаточно просто купить ?специальную? краску — нужен подбор по вязкости и адгезии к конкретному типу стекла. Это знание пришло с косяками: одна партия для небольшой партии плит местного производства дала мелкую паутинку трещин вокруг конфорок через месяц эксплуатации. Разбирались — причина была в слишком толстом слое нанесения.
Ещё момент — цвет. Тёмная краска (чёрная, тёмно-серая) поглощает больше тепла. Казалось бы, мелочь. Но если у тебя конфорка обозначена тёмным кругом, эта зона фактически работает как дополнительный нагревательный элемент. Стекло под ним может быть горячее, чем на открытой прозрачной части. Это надо учитывать в расчётах толщины и степени закалки.
Толщина и геометрия — неочевидные факторы
Часто заказчики думают: чем толще, тем надёжнее. Для газовой плиты — не всегда. Толстое стекло (скажем, 8 мм) массивнее, хуже отводит тепло от зоны контакта с пламенем, может создать большую разницу температур между верхним и нижним слоем. Это риск. Оптимально для большинства бытовых моделей — 4-6 мм, но обязательно равномерно закалённое по всей плоскости. Проверяли на образцах 4 мм и 5 мм от ZITA Стекло — при прочих равных 5-миллиметровое показало лучшую стабильность при длительном циклическом тесте (включил-выключил 500 раз). Но здесь же встаёт вопрос веса и стоимости. Для крупных панелей (островных) 4 мм могло ?играть? на креплениях, требовало более жёсткой рамы.
Геометрия тоже. Квадратные панели — классика. Но сейчас популярны скруглённые углы или даже волнообразные фронтальные кромки. Каждая кривизна — это изменение структуры напряжения при закалке. Если технолог недосмотрит, в месте скругления может остаться зона с недостаточным напряжением, и при нагреве трещина пойдёт именно оттуда. Сталкивались. Решение — индивидуальная настройка параметров закалки для каждой геометрии, а не ?одна программа на все?. Это, кстати, то, где крупные производители вроде ООО Фошань Шуньдэ Чжитай Стекло имеют преимущество — у них печи с возможностью тонкой настройки зон нагрева и обдува.
И про крепёжные отверстия. Если они нужны — их обработка (сверление, фрезеровка) должна быть выполнена ДО закалки. И края обязательно отполированы до гладкости. Малейшая микротрещина — и при тепловом расширении она превратится в стартовую площадку для разрушения. Проверяй каждое отверстие под лупой — правило, которое усвоил после одного неприятного инцидента с возвратом партии.
Реальные кейсы и поведение в эксплуатации
Теория — это хорошо, но всё решает практика. Один из запомнившихся проектов — поставка стеклянных крышек для газовых плит с духовкой. Казалось, задача проще — крышка не над пламенем, а сбоку. Но там свой нюанс: горячий воздух из духовки поднимался вдоль стекла, плюс брызги жира с варочной поверхности. Получался комбинированный удар — нагрев плюс агрессивная среда. Стекло должно было быть не только жаропрочным, но и стойким к моющим средствам. Стандартное боросиликатное не всегда подходило по химической стойкости покрытия.
Работали с zitaglass.ru над таким заказом. Они предложили вариант с дополнительным упрочняющим покрытием после закалки. Но в ходе испытаний выяснилось, что это покрытие снижает адгезию шелкографии. Пришлось искать компромисс — изменили последовательность обработки: сначала шелкография, затем закалка, потом покрытие в зонах, свободных от краски. Это сработало, но увеличило себестоимость. Для клиента важно было объяснить, почему цена выше — не потому что ?накрутка?, а потому что сложная технологическая цепочка.
Ещё случай — панели для уличных газовых грилей. Там кроме температуры добавляется фактор погоды: дождь, мороз. Стекло нагретое, и на него попадает холодная вода. Термошок колоссальный. Тут пришлось поднимать планку по коэффициенту теплового расширения. Использовали особый алюмосиликатный состав, который сам по себе дороже. Но даже с ним пришлось увеличивать запас по толщине и делать обязательный уклон панели для стока воды — чтобы капля не застаивалась в одной точке. Это уже не просто стекло, а инженерное решение.
Выбор поставщика и контроль качества
Когда ищешь жаропрочное стекло для газовой плиты на постоянной основе, перестаёшь смотреть на сертификаты как на догму. Сертификат есть у всех. Важно, как поставщик реагирует на нестандартные задачи и свои косяки. Тот же ZITA Стекло, как профессиональный производитель стекла, в своё время заслужил доверие именно подходом: когда возникла проблема с партией (мелкие сколы на кромке), они не спорили, а прислали инженера, чтобы на месте, у нас в сборочном цеху, разобраться в причинах. Оказалось, наш новый станок для мойки стекла имел слишком жёсткие щётки и давал микроудары. Они, со своей стороны, доработали упаковку — добавили защитные уголки. Это сотрудничество, а не просто ?купи-продай?.
Контроль на приёмке — это святое. Даже у проверенного поставщика. Обязательно выборочно проверяем на просвет на наличие пузырей, свилей (внутренних напряжений, видимых в поляризованном свете). Простейший тест — капнуть спиртом на поверхность и поджечь. Равномерно ли горит? Быстро ли испаряется? Это грубый тест на поверхностные напряжения. Более точный — с помощью полярископа. Но в полевых условиях и спирт помогает отсеять откровенный брак.
Итог прост: жаропрочное стекло для газовой плиты — это не товар из каталога, а почти каждый раз небольшой проект. Нужно понимать условия работы, нагрузки, среду. И работать с теми, кто готов вникать в эти детали, а не просто отгрузить листы стандартного размера. Опыт, в том числе негативный, — главный учитель в этом деле. И кажется, что знаешь уже всё, но следующий заказ всегда может преподнести сюрприз. Главное — не игнорировать мелочи, ведь они потом превращаются в гарантийные случаи. А это уже репутация и деньги.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Заводская прямая поставка Нестандартная часть кухни Четырехконфорочная газовая плита Высокотемпературная безопасная плита с закаленным листовым стеклом
Заводская прямая поставка Нестандартная часть кухни Четырехконфорочная газовая плита Высокотемпературная безопасная плита с закаленным листовым стеклом -
 Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки
Индивидуальная панель для кухонной вытяжки из закаленного стекла с высокой термостойкостью, изогнутая, защищающая от брызг, закаленная стеклянная панель для кухонной вытяжки -
 Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло
Китайская фабрика, изготовление на заказ, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, прозрачное цветное флоат-стекло, стеклянная полка для винного холодильника, декоративное стекло -
 OEM ODM Стеклянная панель для газовой плиты с 4 конфорками Стеклопанель для газовой плиты с высокой термостойкостью, изготовленная с помощью ЧПУ
OEM ODM Стеклянная панель для газовой плиты с 4 конфорками Стеклопанель для газовой плиты с высокой термостойкостью, изготовленная с помощью ЧПУ -
 Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки
Заводская индивидуальная стеклянная панель для вытяжки Черный цвет Закаленное высококачественное стекло толщиной 2 мм, 3 мм, 4 мм, 5 мм, 6 мм для вытяжки -
 Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ
Заводская оптовая продажа стекла для дверей духовок нестандартных размеров с черной окантовкой, термостойкая стеклянная панель для дверей духовок, изготовленная методом ЧПУ -
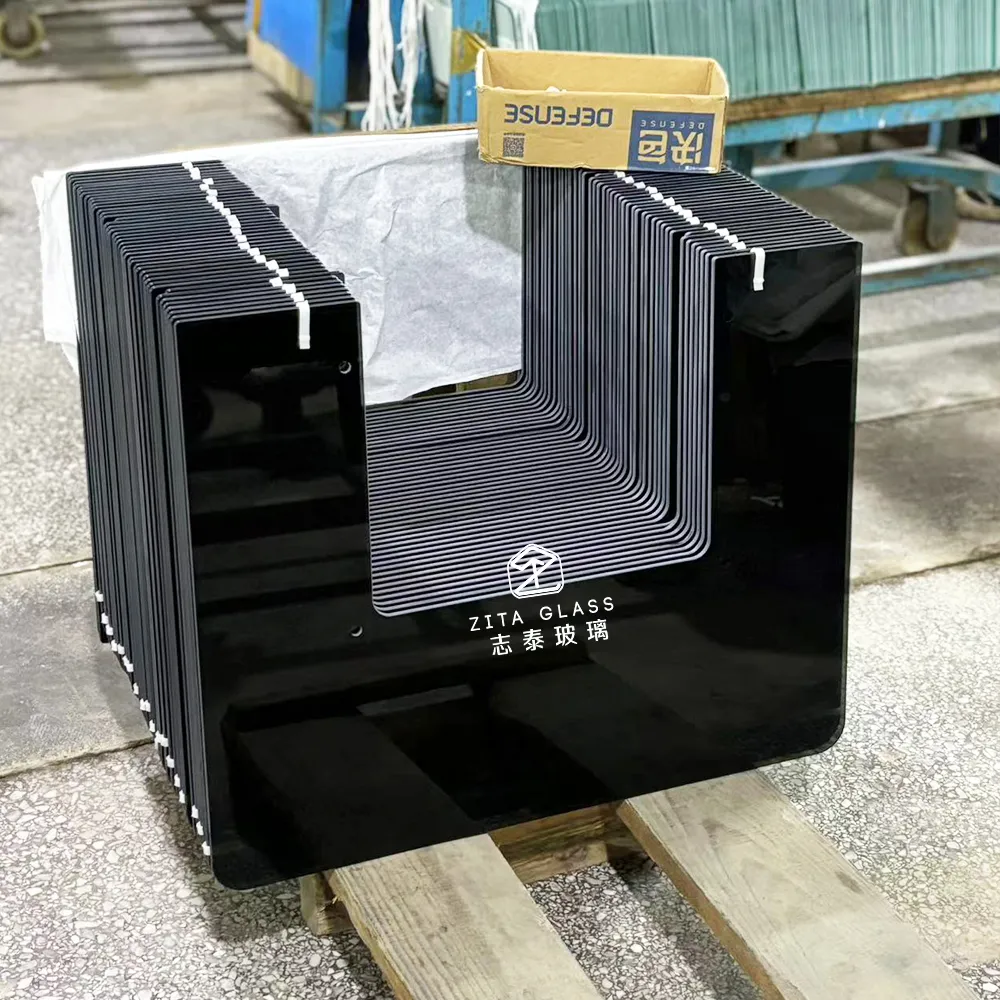
 Индивидуальная дверная крышка для холодильника с темным зеркальным покрытием, закаленное стекло, детали бытовой техники, морозильная камера, стеклянная панель холодильника
Индивидуальная дверная крышка для холодильника с темным зеркальным покрытием, закаленное стекло, детали бытовой техники, морозильная камера, стеклянная панель холодильника -
 Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты -
 Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды
Аксессуар для кухонной техники Шелкография Стеклянный сенсорный переключатель Панель из закаленного стекла для духовки Диспенсер для воды -
 Высококачественная газовая варочная панель с закаленным стеклом Электрическая встроенная газовая плита с закаленным стеклом
Высококачественная газовая варочная панель с закаленным стеклом Электрическая встроенная газовая плита с закаленным стеклом -
 Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка
Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка -
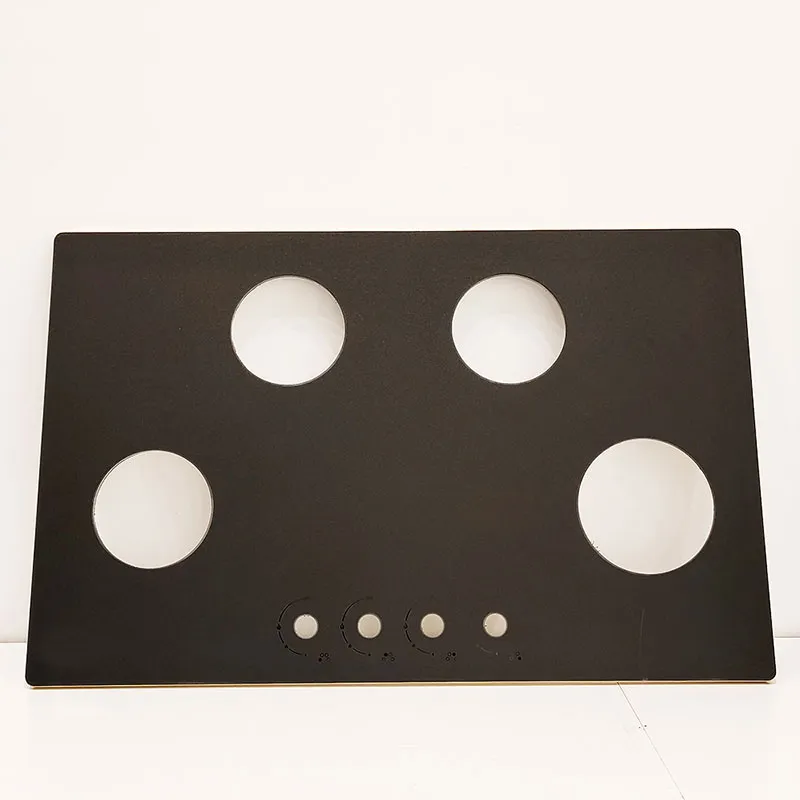 Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели
Профессиональная фабрика бытовой техники 4-конфорочная газовая плита Стеклянная панель ЧПУ-резка Обработка Закаленное черное стекло для газовой варочной панели
Связанный поиск
Связанный поиск- закаленное стекло сатин
- газовая плита гефест стекло для духовки
- каминные печи с жаропрочным стеклом
- жидкое стекло для варочной панели
- гибкое стекло толщиной 8 мм
- изготовление закаленного стекла по размерам
- рабочая поверхность закаленное стекло
- стекло для варочной панели горение
- гибридное или закаленное стекло
- встраиваемые варочные панели с сенсорным управлением