
-


-


-
-


-


WeChat

-
WhatsApp


гнутое стекло производство
Когда говорят ?гнутое стекло производство?, многие сразу представляют что-то вроде нагретой пластичной массы, которую можно гнуть как угодно. На практике всё иначе. Это не глина. Основная ошибка — считать, что можно взять любой лист и придать ему любую форму. Начинается всё с типа стекла, его толщины и, что критично, радиуса изгиба. Слишком малый радиус — трещины. Неправильный нагрев — внутренние напряжения, которые проявятся позже, при закалке или даже в уже установленном изделии. У нас в ZITA бывали случаи, когда заказчик требовал невозможного — изогнуть уже закалённое стекло. Приходится объяснять, что процесс необратим: сначала формование, потом — закалка.
Технологическая цепочка: где кроются нюансы
Весь процесс упирается в печь. Не просто печь, а печь с точной кривой нагрева. Важно не просто нагреть стекло до температуры размягчения (где-то 600-700°C), а сделать это равномерно по всей площади. Если одна зона прогреется быстрее, стекло деформируется непредсказуемо. Мы на производстве гнутого стекла используем многоступенчатый контроль температуры. Датчики, конечно, помогают, но опыт оператора, который видит, как ?дышит? стекло в печи, ничем не заменить. Это та самая практика, которую не опишешь в мануалах.
После нагрева — собственно гибка. Здесь два основных метода: гибка под собственным весом на форме (гравитационная) и прессование. Для сложных архитектурных элементов, тех же радиусных фасадов или витрин, чаще идёт гравитационный способ. Стекло опускается на керамическую или металлическую форму и точно повторяет её контур. Казалось бы, просто. Но форма должна быть идеально гладкой, иначе малейшая неровность отпечатается на поверхности. Однажды столкнулись с дефектом в виде волны на всей партии — оказалось, форму изготовили с недостаточной чистотой обработки. Пришлось переделывать.
И вот, казалось бы, изделие готово. Но нет. Если нужно гнутое стекло безопасное, например, для перил или душевых кабин, его необходимо закалить. А это отдельная история. Закалка уже изогнутого стекла — процесс с повышенным риском. Подача в печь закалки, нагрев и резкое охлаждение воздухом должны быть синхронизированы так, чтобы не ?сорвать? стекло с формы и не создать новых напряжений. Иногда, для особо сложных радиусов, мы на производстве идём по пути моллирования — когда гибка и закалка происходят в одной печи, без промежуточного остывания. Это снижает риски, но требует ещё более точного оборудования.
Сырьё и подготовка: почему не каждое стекло гнётся
Исходник — это 70% успеха. Мы в ООО ?Фошань Шуньдэ Чжитай Стекло? работаем в основном с флоат-стеклом проверенных поставщиков. Важна не только геометрия листа, но и его химический состав, которое влияет на коэффициент теплового расширения. Стекло с примесями или низкого качества может просто лопнуть на стадии нагрева из-за неравномерного расширения. Перед загрузкой в печь каждый лист тщательно моется. Малейшая пылинка или жировой след при высоких температурах вплавится в поверхность намертво. Брак.
Резка и обработка кромок — тоже до этапа гибки. Резать уже изогнутое стекло — почти нереально. Поэтому все размеры, все отверстия под фурнитуру, под крепления рассчитываются и выполняются заранее. И здесь часто возникает конфликт с дизайнерами, которые присылают красивые эскизы, но без учёта технологических ограничений. Например, отверстие слишком близко к краю изогнутой зоны. При гибке в этом месте концентрация напряжений вырастет в разы. Нужно или смещать отверстие, или усиливать зону, что не всегда вписывается в концепцию. Работаем, объясняем, ищем компромисс.
Практические кейсы и где обычно ?спотыкаются?
Из последних проектов — крупный заказ на гнутое стекло для торгового центра: изогнутые козырьки и элементы интерьера. Техническое задание предусматривало большой радиус, но минимальную толщину для облегчения конструкции. Совместить эти два требования — задача нетривиальная. Тонкое стекло при большом радиусе может ?провиснуть? на форме, получится не дуга, а нечто волнообразное. Решение нашли в использовании стекла с повышенной жёсткостью и чуть более длительной выдержке на форме для стабилизации. Но сроки, конечно, сдвинулись.
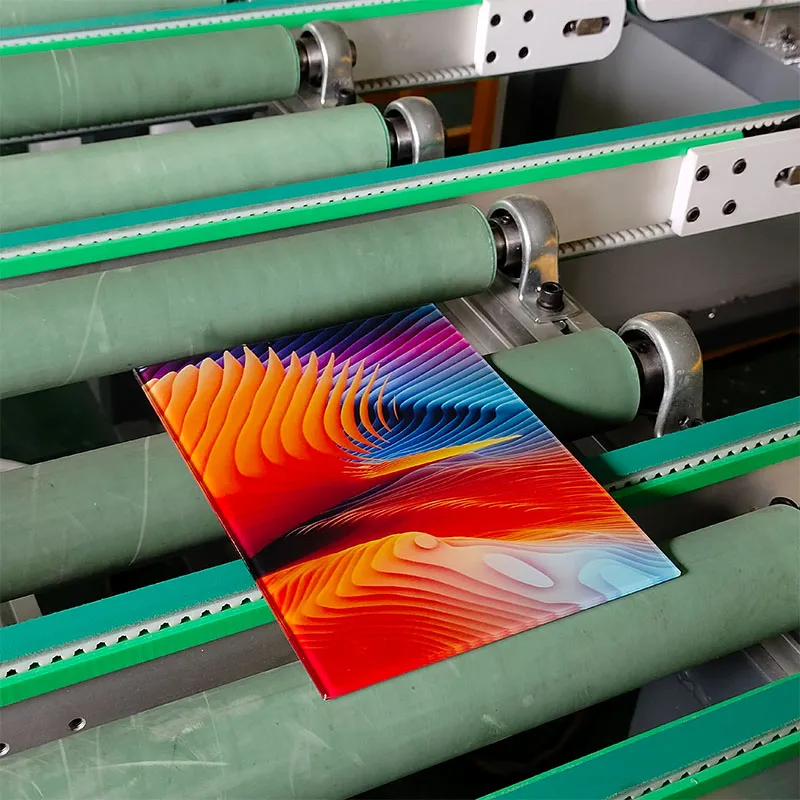
Другой частый случай — комбинированные изделия. Например, то самое гнутое стекло с шелкографией или цифровой печатью, которые также являются нашей специализацией. Нанесение керамической краски или рисунка ДО гибки — стандартный путь. Но краска должна иметь такой же коэффициент термического расширения, как и само стекло. Иначе при нагреве она потрескается или отслоится. У нас есть отработанные материалы, но с каждым новым цветом или поставщиком красок проводим тесты. Было, что краска, идеально ложившаяся на плоское стекло, после печи для гибки давала микротрещины. Пришлось менять состав.
Зеркальное покрытие на гнутом стекле — это вообще высший пилотаж. Напыление наносится ПОСЛЕ гибки и закалки, на готовую криволинейную поверхность. Обеспечить равномерный слой без разводов и проплешин на сложной геометрии — задача для вакуумных установок с программным управлением движением распылителей. Мы на сайте zitaglass.ru не просто так указываем это как отдельную услугу. Это не массовый продукт, а штучная, практически ювелирная работа. Себестоимость, соответственно, другая.
Оборудование и его капризы
Печь — сердце производства. Современные модели с компьютерным управлением, конечно, стабильнее старых. Но они не всесильны. Программа программы, а материал каждый раз может вести себя чуть иначе — из-за атмосферного давления, влажности воздуха в цеху, даже из-за скорости загрузки. Оператор постоянно смотрит через смотровые окна. Цвет пламени в печи, как стекло начинает ?оседать? на форму — это индикаторы. Иногда нужно вручную скорректировать температуру на пару градусов или изменить время выдержки. Автоматика этого ?не почувствует?.
Формы — отдельная статья расходов. Для каждого нового радиуса, а тем более для нестандартной геометрии (например, S-образный изгиб), нужна новая форма. Её изготовление из жаропрочной стали или керамики — дорого и долго. Поэтому мелкие заказы на уникальный радиус часто нерентабельны. Мы стараемся предлагать клиентам типовые радиусы из нашей библиотеки, которые уже есть в наличии. Это экономит и время, и деньги заказчика. Если же проект масштабный, как раз тот случай, когда изготовление формы оправдано.
Вместо заключения: мысли о качестве и рынке
Главный вывод за годы работы в ООО ?Фошань Шуньдэ Чжитай Стекло?: производство гнутого стекла — это не конвейер. Это скорее технология, сближающая ремесло и точное машиностроение. Можно иметь самое дорогое оборудование, но без команды, которая понимает физику процесса и имеет накопленный багаж ошибок (да, именно ошибок), стабильного качества не добиться.
Сейчас на рынке много предложений, особенно в низком ценовом сегменте. Часто экономят на чём-то: на качестве исходного стекла, на времени выдержки в печи (чтобы быстрее гнать объёмы), на этапах контроля. Результат предсказуем: стекло с внутренними напряжениями, которое может лопнуть через полгода после установки, или с дефектами поверхности. Мы для себя выбрали путь не самой дешёвой, но предсказуемой и надёжной продукции. Потому что замена бракованного гнутого элемента в уже смонтированной конструкции — это costs и репутационные издержки, которые не окупаются никакой сиюминутной выгодой от удешевления процесса.
Так что, если резюмировать: хотите получить по-настоящему качественное гнутое стекло, смотрите не только на красивые картинки в портфолио, а интересуйтесь технологической цепочкой. Спрашивайте, на каком оборудовании гнут, какой контроль осуществляется на выходе, есть ли тестовые образцы под нагрузку. Любой серьёзный производитель, такой как ZITA Стекло, будет готов это показать и объяснить. Всё остальное — лотерея, в которой стекло — не тот предмет, с которым стоит играть в удачу.
Соответствующая продукция
Соответствующая продукция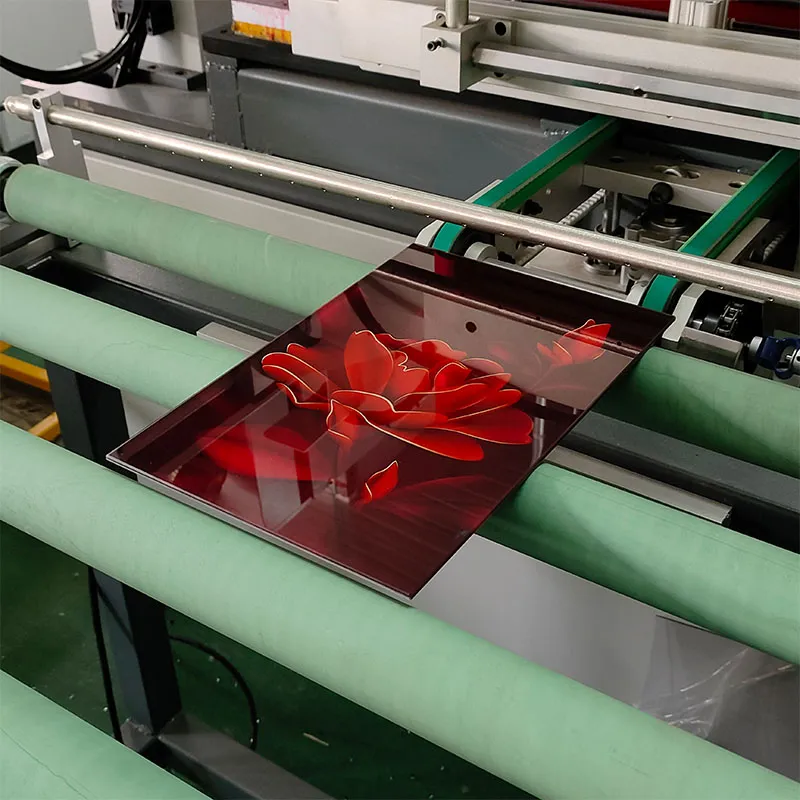







Самые продаваемые продукты
Самые продаваемые продукты-
 Китайский производитель печати на стеклянных листах для кухни Электронные термостойкие детали для духовки из черного закаленного стекла
Китайский производитель печати на стеклянных листах для кухни Электронные термостойкие детали для духовки из черного закаленного стекла -
 Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло
Холодильник Стеклянная дверь Стеклянная дверная панель Может быть изготовлена на заказ Качественное стекло AG для холодильников Матовое стекло -
 Оптовая продажа 2/3/4/ 6/8 мм закаленного кухонного стекла ODM Шелкография Экран Морозильная камера Холодильник Стеклянная дверная панель Закаленное стекло
Оптовая продажа 2/3/4/ 6/8 мм закаленного кухонного стекла ODM Шелкография Экран Морозильная камера Холодильник Стеклянная дверная панель Закаленное стекло -
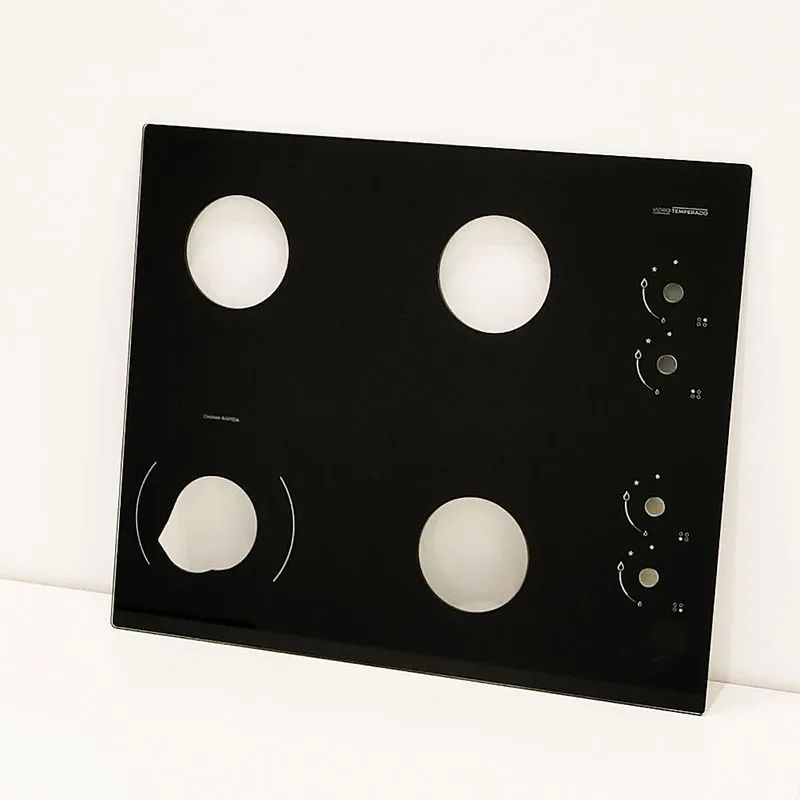
 Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты
Высокотемпературное закаленное стекло для сверления, стекло для шелкографии с 4 отверстиями для горелок, стеклянная панель для индукционной плиты -
 Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник
Индивидуальные бытовые приборы Шелкография Стеклянная панель с покрытием Закаленные стеклянные детали для морозильной камеры Холодильник -
 Производители Оптовая торговля Индивидуальные 4 мм, 5 мм Покрытие Цветное стекло Крышка Проволочная сетка Вытяжка Электрическая закаленная стеклянная пластина
Производители Оптовая торговля Индивидуальные 4 мм, 5 мм Покрытие Цветное стекло Крышка Проволочная сетка Вытяжка Электрическая закаленная стеклянная пластина -
 Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка
Бытовая техника Кухонные принадлежности Стекло с печатью Индукционная плита на заказ Газовая плита Холодильник Листовая панель Газовая плита Стеклянная крышка -
 Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек
Горячая распродажа индивидуальных черных стеклянных панелей для кухонных вытяжек Стекло для кухонных вытяжек -
 Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника
Индивидуальная стеклянная полка для холодильника, полки из закаленного стекла, суперпрозрачная полка для морозильной камеры холодильника -
 Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла
Черное закаленное стекло для газовой плиты Газовая плита Шелкография Черная панель из закаленного стекла -
 Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло
Закаленное стекло толщиной 3-12 мм для кухонных приборов Газовая плита Варочная панель Плоское закаленное стекло -
 Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Высококачественные индивидуальные стеклянные панели для цифровой печати УФ-печатью Стеклянные панели для холодильников и морозильников Цифровая печать на стекле
Связанный поиск
Связанный поиск- жаропрочное стекло для выпечки
- стекло для плиты варочной панели стеклокерамика
- верхнее стекло для плиты
- стекло для стеклокерамической варочной панели
- керамическое жидкое стекло
- панель из закаленного стекла на кухню
- стекло для варочной поверхности плит
- сенсорная панель управления для свч
- набор с крышкой жаропрочное стекло
- биокамин напольный с закаленными стеклами